Процесс с красным клеем:
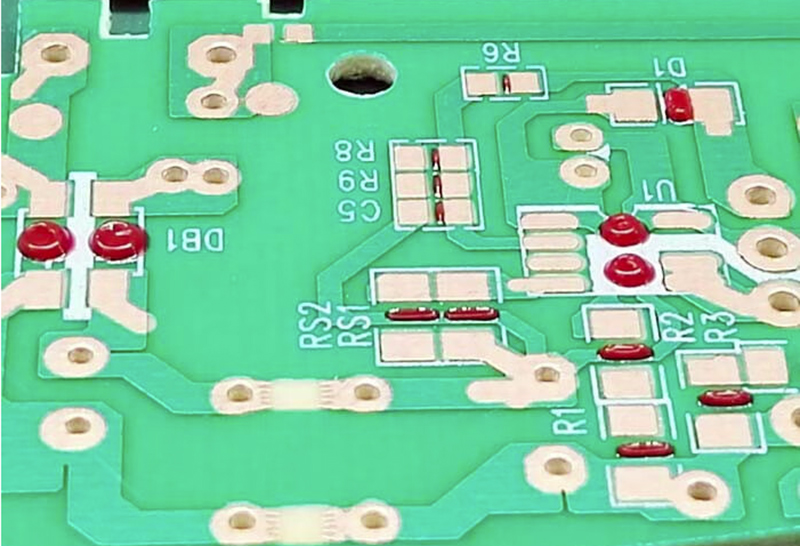
Процесс SMT красного клея использует преимущества горячего отверждения красного клея, который заполняется между двумя площадками с помощью пресса или дозатора, а затем отверждается с помощью заплатки и сварки оплавлением. Наконец, посредством пайки волной припоя, только поверхность поверхностного монтажа над гребнем волны, без использования приспособлений для завершения процесса сварки.
Паяльная паста для поверхностного монтажа:
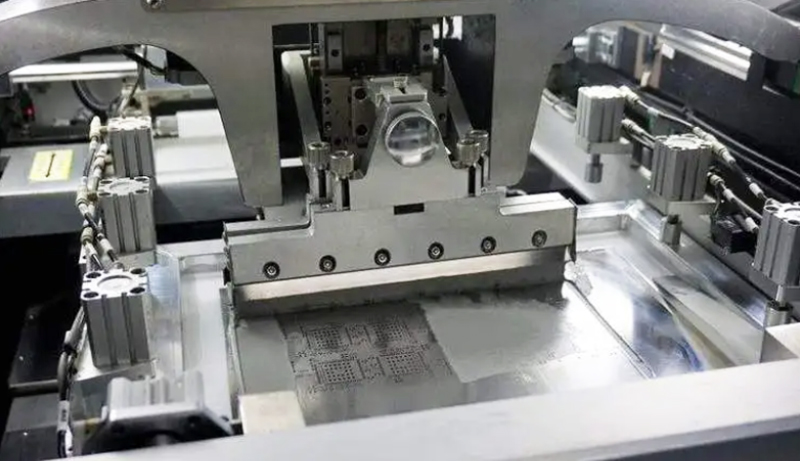
Процесс нанесения паяльной пасты SMT является разновидностью процесса сварки в технологии поверхностного монтажа, который в основном используется при сварке электронных компонентов. Паста SMT состоит из металлического оловянного порошка, флюса и клея, что обеспечивает хорошую производительность сварки и надежное соединение между электронными устройствами и печатной платой (PCB).
Применение красного клея в процессе поверхностного монтажа:
1. Экономьте деньги
Главным преимуществом процесса SMT с красным клеем является то, что нет необходимости изготавливать приспособления во время пайки волной припоя, что снижает стоимость изготовления приспособлений. Поэтому, чтобы сэкономить, некоторые клиенты, размещающие небольшие заказы, обычно требуют, чтобы производители обработки печатных плат приняли процесс с красным клеем. Однако, как относительно отсталый процесс сварки, заводы по обработке печатных плат обычно неохотно принимают процесс с красным клеем. Это связано с тем, что процесс с красным клеем должен соответствовать определенным условиям использования, а качество сварки не такое хорошее, как процесс сварки паяльной пастой.
2.Размер компонента большой, а расстояние между ними большое.
При пайке волной припоя сторона поверхностно монтируемого компонента обычно выбирается над гребнем, а сторона вилки — над ним. Если размер поверхностно монтируемого компонента слишком мал, расстояние слишком узкое, то паяльная паста будет соединяться при лужении пика, что приведет к короткому замыканию. Поэтому при использовании процесса красного клея необходимо убедиться, что размер компонентов достаточно большой, а расстояние не должно быть слишком маленьким.
Разница в процессе использования паяльной пасты SMT и красного клея:
1. Угол процесса
При использовании процесса дозирования красный клей станет узким местом всей линии обработки патчей SMT в случае большего количества точек; При использовании процесса печати требуется сначала AI, а затем патч, и точность положения печати очень высока. Напротив, процесс паяльной пасты требует использования кронштейнов печи.
2. Угол зрения качества
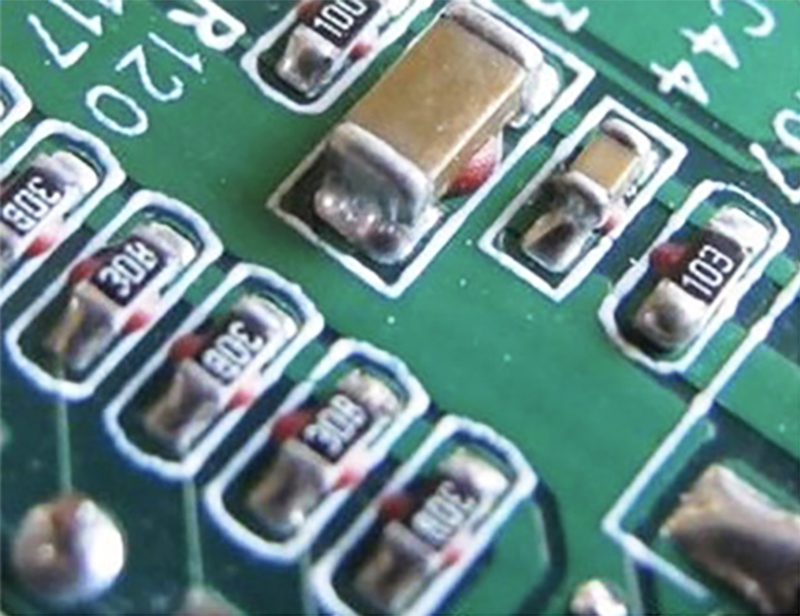
Красный клей легко роняет детали для цилиндрических или стекловидных корпусов, а под воздействием условий хранения красные резиновые пластины более восприимчивы к влаге, что приводит к потере деталей. Кроме того, по сравнению с паяльной пастой, уровень дефектов красной резиновой пластины после пайки волной выше, и типичными проблемами являются пропуски сварки.
3. Стоимость производства
Кронштейн печи в процессе паяльной пасты требует больших инвестиций, а припой на паяном соединении стоит дороже паяльной пасты. Напротив, клей является особой статьей расходов в процессе красного клея. При выборе процесса красного клея или процесса паяльной пасты обычно соблюдаются следующие принципы:
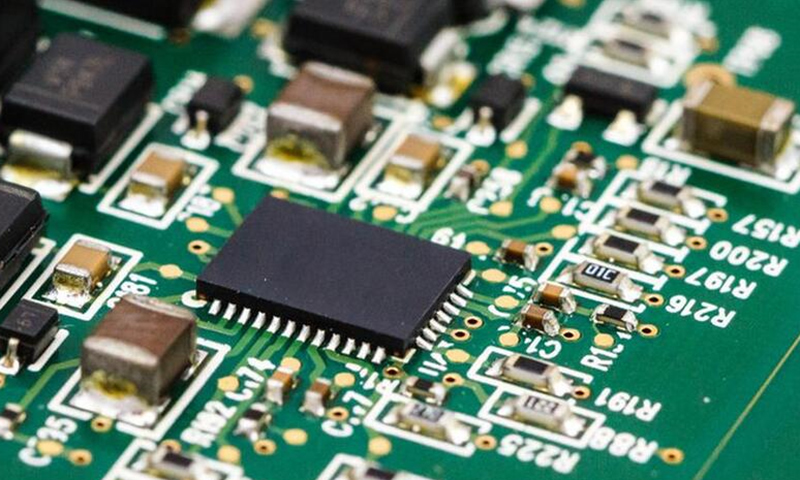
● Когда имеется больше компонентов SMT и меньше вставных компонентов, многие производители SMT-компонентов обычно используют процесс паяльной пасты, а вставные компоненты используют последующую сварку;
● Когда больше вставных компонентов и меньше SMD-компонентов, обычно используется процесс красного клея, а вставные компоненты также подвергаются постобработке и сварке. Независимо от того, какой процесс используется, цель состоит в увеличении производства. Однако, напротив, процесс паяльной пасты имеет низкий уровень дефектов, но выход также относительно низок.
В смешанном процессе SMT и DIP, чтобы избежать ситуации двойной печи с односторонним отливом и гребнем волны, красный клей наносится на сужение элемента чипа на поверхности сварки гребнем волны печатной платы, так что олово можно наносить один раз во время сварки гребнем волны, исключая процесс печати паяльной пасты.
Кроме того, красный клей обычно играет фиксированную и вспомогательную роль, а паяльная паста является настоящей сварочной ролью. Красный клей не проводит электричество, в то время как паяльная паста проводит. С точки зрения температуры сварочного аппарата оплавления, температура красного клея относительно низкая, и для завершения сварки также требуется пайка волной припоя, в то время как температура паяльной пасты относительно высокая.