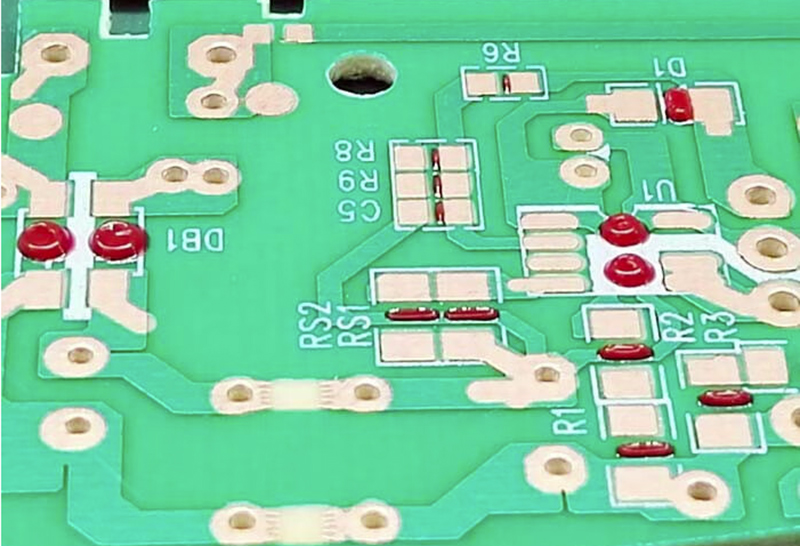
Kırmızı tutkal işlemi:
SMT kırmızı tutkal işlemi, bir pres veya dağıtıcı ile iki ped arasına doldurulan ve daha sonra yama ve yeniden akış kaynağı ile kürlenen kırmızı tutkalın sıcak kürleme özelliklerinden faydalanır. Son olarak, dalga lehimleme yoluyla, kaynak işlemini tamamlamak için fikstür kullanılmadan sadece dalga tepesi üzerindeki yüzey montaj yüzeyi.
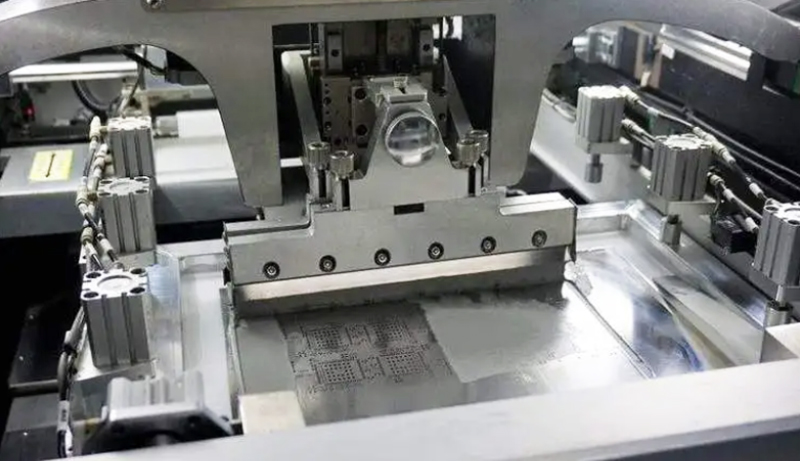
SMT lehim pastası:
SMT lehim pastası işlemi, esas olarak elektronik bileşenlerin kaynaklanmasında kullanılan yüzey montaj teknolojisinde bir tür kaynak işlemidir. SMT lehim pastası, iyi kaynak performansı sağlayabilen ve elektronik cihazlar ile baskılı devre kartı (PCB) arasında güvenilir bağlantı sağlayabilen metalik kalay tozu, akı ve yapıştırıcıdan oluşur.
Kırmızı tutkal işleminin SMT'de uygulanması:
1.Maliyetten Tasarruf Edin
SMT kırmızı tutkal işleminin en büyük avantajlarından biri, dalga lehimleme sırasında fikstür yapmaya gerek olmaması ve böylece fikstür yapma maliyetinin azalmasıdır. Bu nedenle, maliyetten tasarruf etmek için, küçük siparişler veren bazı müşteriler genellikle PCBA işleme üreticilerinin kırmızı tutkal işlemini benimsemesini ister. Ancak, nispeten geri bir kaynak işlemi olarak, PCBA işleme tesisleri genellikle kırmızı tutkal işlemini benimsemeye isteksizdir. Bunun nedeni, kırmızı tutkal işleminin kullanılmak üzere belirli koşulları karşılaması gerektiği ve kaynak kalitesinin lehim macunu kaynak işlemi kadar iyi olmamasıdır.
2.Bileşen boyutu büyük ve aralıklar geniş
Dalga lehimlemede, yüzeye monte bileşenin tarafı genellikle tepe noktasının üstünde seçilir ve fişin tarafı yukarıdadır. Yüzeye monte bileşen boyutu çok küçükse, aralık çok darsa, lehim macunu tepe noktası kalaylandığında bağlanır ve kısa devreye neden olur. Bu nedenle, kırmızı tutkal işlemi kullanılırken, bileşenlerin boyutunun yeterince büyük olduğundan ve aralığın çok küçük olmaması gerektiğinden emin olmak gerekir.
SMT lehim pastası ve kırmızı tutkal işlem farkı:
1. İşlem Açısı
Dağıtım işlemi kullanıldığında, daha fazla nokta olması durumunda kırmızı tutkal tüm SMT yama işleme hattının darboğazı haline gelecektir; baskı işlemi kullanıldığında, önce AI'yı ve ardından yamayı gerektirir ve baskı konumunun hassasiyeti çok yüksektir. Buna karşılık, lehim macunu işlemi fırın braketlerinin kullanımını gerektirir.
2. Kaliteli Açı
Kırmızı tutkal, silindirik veya camsı paketler için parçaları düşürmek için kolaydır ve depolama koşullarının etkisi altında, kırmızı kauçuk plakalar neme karşı daha hassastır ve bu da parçaların kaybolmasına neden olur. Ayrıca, lehim macunu ile karşılaştırıldığında, dalga lehimlemeden sonra kırmızı kauçuk plakanın kusur oranı daha yüksektir ve tipik sorunlar arasında kaynak eksikliği bulunur.
3. Üretim maliyeti
Lehim macunu işlemindeki fırın braketi daha büyük bir yatırımdır ve lehim bağlantısındaki lehim, lehim macunundan daha pahalıdır. Buna karşılık, kırmızı tutkal işleminde tutkal özel bir maliyettir. Kırmızı tutkal işlemi veya lehim macunu işlemi seçilirken, genellikle aşağıdaki ilkeler izlenir:
● Daha fazla SMT bileşeni ve daha az eklenti bileşeni olduğunda, birçok SMT yama üreticisi genellikle lehim macunu işlemini kullanır ve eklenti bileşenleri son işlem kaynağı kullanır;
● Daha fazla eklenti bileşeni ve daha az SMD bileşeni olduğunda, genellikle kırmızı tutkal işlemi kullanılır ve eklenti bileşenleri de son işlemden geçirilir ve kaynaklanır. Hangi işlem kullanılırsa kullanılsın, amaç üretimi artırmaktır. Ancak, aksine, lehim macunu işleminin düşük bir kusur oranı vardır, ancak verim de nispeten düşüktür.
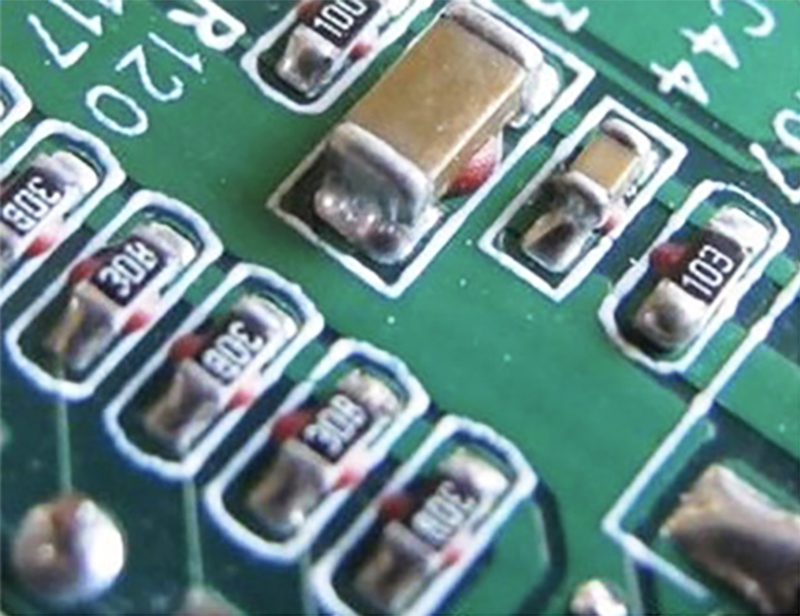
SMT ve DIP'in karışık prosesinde, tek taraflı reflü ve dalga tepesi çift fırın durumunun önüne geçmek için PCB'nin dalga tepesi kaynak yüzeyindeki çip elemanının beline kırmızı tutkal sürülür, böylece dalga tepesi kaynak sırasında kalay bir kez uygulanabilir ve lehim pastası baskı işlemi ortadan kaldırılır.
Ek olarak, kırmızı tutkal genellikle sabit ve yardımcı bir rol oynar ve lehim macunu gerçek kaynak rolüdür. Kırmızı tutkal elektriği iletmezken, lehim macunu iletir. Reflow kaynak makinesinin sıcaklığı açısından, kırmızı tutkalın sıcaklığı nispeten düşüktür ve ayrıca kaynak işlemini tamamlamak için dalga lehimleme gerektirirken, lehim macununun sıcaklığı nispeten yüksektir.