V procesu výroby DPS je další důležitý proces, a to nástrojová lišta.Vyhrazení procesní hrany má velký význam pro následné zpracování SMT patchů.
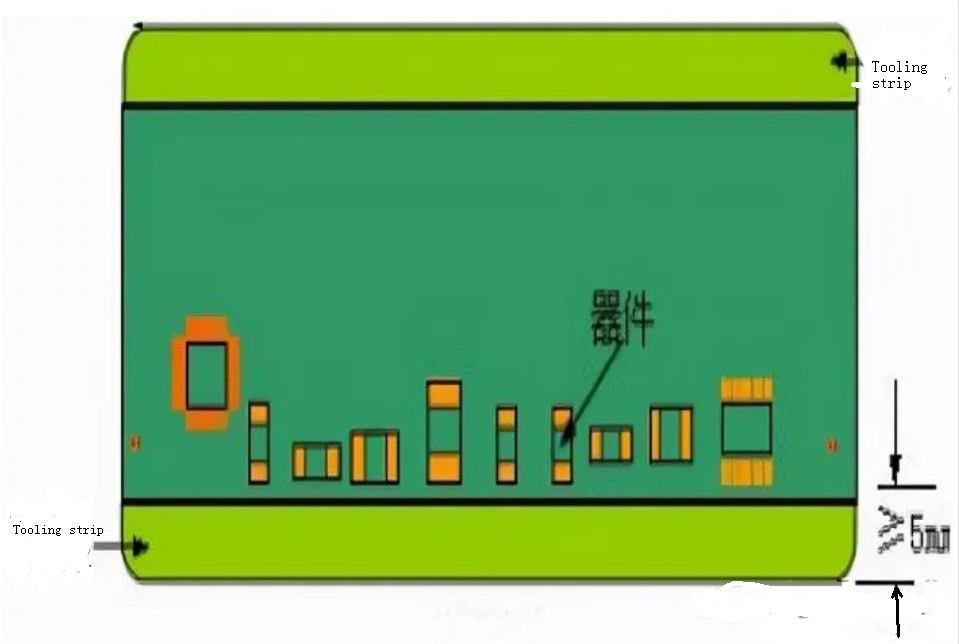
Nástrojová lišta je část přidaná na obě strany nebo čtyři strany desky plošných spojů, hlavně aby napomohla zásuvnému modulu SMT svařit desku, to znamená, aby se usnadnilo upnutí dráhy stroje SMT SMT na desku plošných spojů a průtok skrz SMT SMT stroj.Pokud součástky příliš blízko okraje kolejnice absorbují součástky v trysce stroje SMT SMT a připojí je k desce plošných spojů, může dojít ke kolizi.V důsledku toho nemůže být výroba dokončena, takže musí být vyhrazena určitá nástrojová lišta s obecnou šířkou 2-5 mm.Tato metoda je vhodná i pro některé zásuvné součástky, po pájení vlnou, aby se předešlo podobným jevům.
Nástrojová lišta není součástí desky plošných spojů a lze ji odstranit po dokončení výroby PCBA
Způsobvyrobit nástrojovou lištu:
1, V-CUT: procesní spojení mezi nástrojovým pásem a deskou, mírně naříznuté na obou stranách desky plošných spojů, ale neřezané!
2, Spojovací tyče: k připojení desky plošných spojů použijte několik tyčí, uprostřed vytvořte několik otvorů pro razítko, aby bylo možné ruku zlomit nebo omýt strojem.
Ne všechny desky plošných spojů musí přidávat lištu s nástroji, pokud je prostor na desce plošných spojů velký, neponechávejte žádné záplatovací komponenty do vzdálenosti 5 mm na obou stranách desky plošných spojů, v tomto případě není nutné přidávat lištu nástrojů, existuje také případ deska plošných spojů do 5 mm na jedné straně od žádných záplatových součástí, pokud na druhé straně přidáte lištu s nástroji.Tyto vyžadují pozornost inženýra PCB.
Deska spotřebovaná nástrojovým páskem zvýší celkové náklady na DPS, proto je nutné při návrhu procesní hrany DPS vyvážit hospodárnost a vyrobitelnost.
U některých desek plošných spojů speciálního tvaru lze desku plošných spojů se 2 nebo 4 nástrojovými lištami výrazně zjednodušit důmyslným složením desky.
Při zpracování SMT musí návrh režimu zapřádání plně zohledňovat šířku stopy zapřádacího stroje SMT.U zařezávací desky o šířce přesahující 350 mm je nutné komunikovat s procesním inženýrem dodavatele SMT.