I PCB-produktionsprocessen finns det en annan viktig process, det vill säga verktygsremsa.Reservationen av processkant är av stor betydelse för den efterföljande SMT-patchbearbetningen.
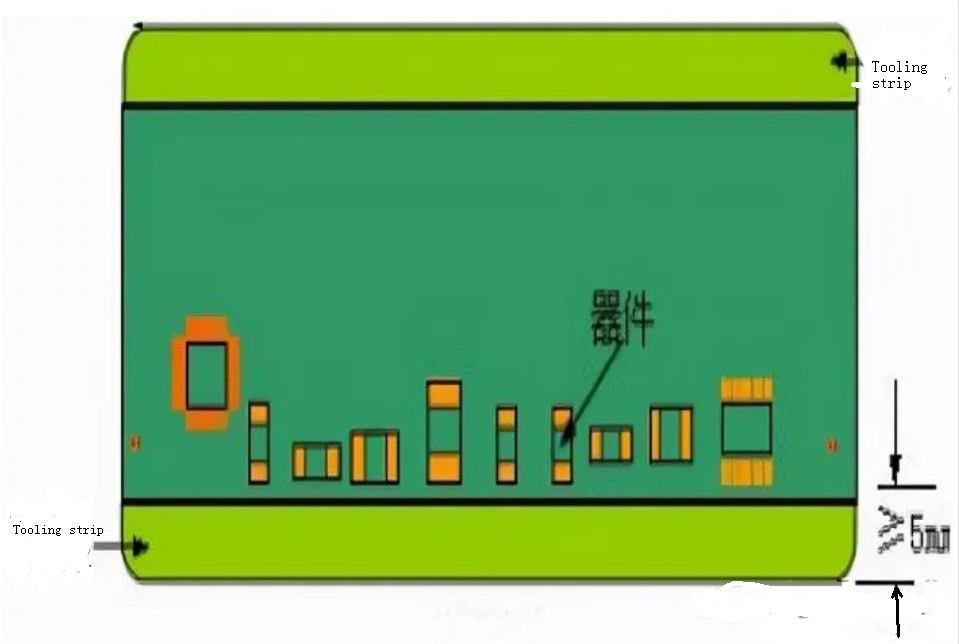
Verktygsremsan är den del som läggs till på båda sidor eller fyra sidor av PCB-kortet, huvudsakligen för att hjälpa SMT-pluginen att svetsa bort kortet, det vill säga för att underlätta SMT SMT-maskinens spår klämma fast PCB-kortet och strömma genom SMT SMT-maskin.Om komponenterna för nära spårkanten absorberar komponenterna i SMT SMT-maskinens munstycke och fäster dem på PCB-kortet kan kollisionsfenomenet uppstå.Till följd av detta kan produktionen inte slutföras, så en viss verktygsremsa måste reserveras, med en generell bredd på 2-5 mm.Denna metod är också lämplig för vissa plug-in komponenter, efter våglödning för att förhindra liknande fenomen.
Verktygsremsan är inte en del av PCB-kortet och kan tas bort efter att PCBA-tillverkningen är klar
Sättet atttillverka verktygsremsan:
1, V-CUT: en processkoppling mellan verktygsremsan och kortet, lätt skuren på båda sidor av kretskortskortet, men inte skuren!
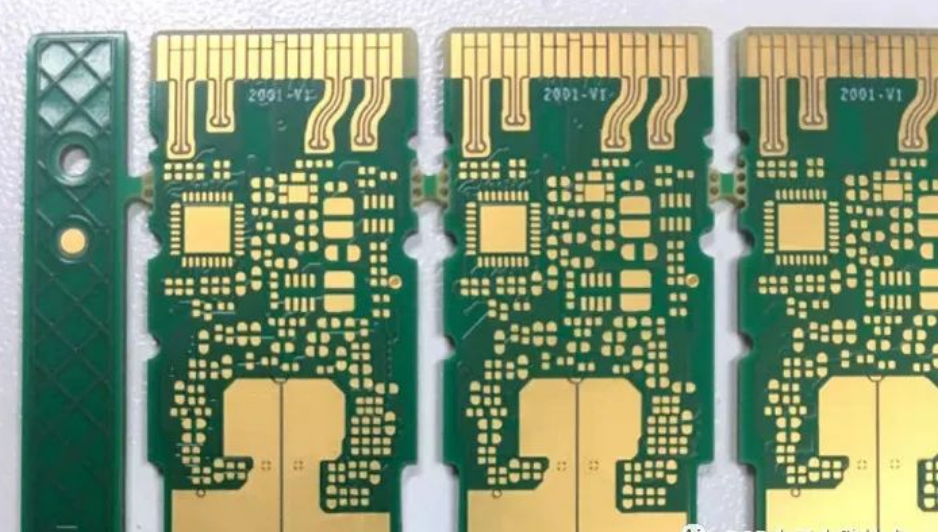
2, Anslutningsstänger: använd flera stänger för att ansluta PCB-kortet, gör några stämpelhål i mitten, så att handen kan brytas eller tvättas av med maskinen.
Inte alla kretskort behöver lägga till verktygsremsa, om kretskortets utrymme är stort, lämna inga patchkomponenter inom 5 mm på båda sidor om kretskortet, i det här fallet finns det inget behov av att lägga till verktygsremsa, det finns också ett fall av PCB-kort inom 5 mm på ena sidan av inga patchkomponenter, så länge som lägg till verktygsremsa på den andra sidan.Dessa behöver uppmärksamhet av PCB-ingenjör.
Kortet som förbrukas av verktygsremsan kommer att öka den totala kostnaden för PCB, så det är nödvändigt att balansera ekonomi och tillverkningsbarhet vid design av PCB-processkant.
För vissa speciella kretskort kan kretskortskortet med 2 eller 4 verktygsremsor förenklas avsevärt genom att smart montera kortet.
I SMT-bearbetningen måste utformningen av bitningsläget ta full hänsyn till spårbredden för SMT-bitmaskinen.För skärbrädan med en bredd som överstiger 350 mm är det nödvändigt att kommunicera med SMT-leverantörens processingenjör.