V procese výroby DPS existuje ďalší dôležitý proces, a to nástrojový pás.Vyhradenie procesnej hrany má veľký význam pre následné spracovanie záplat SMT.
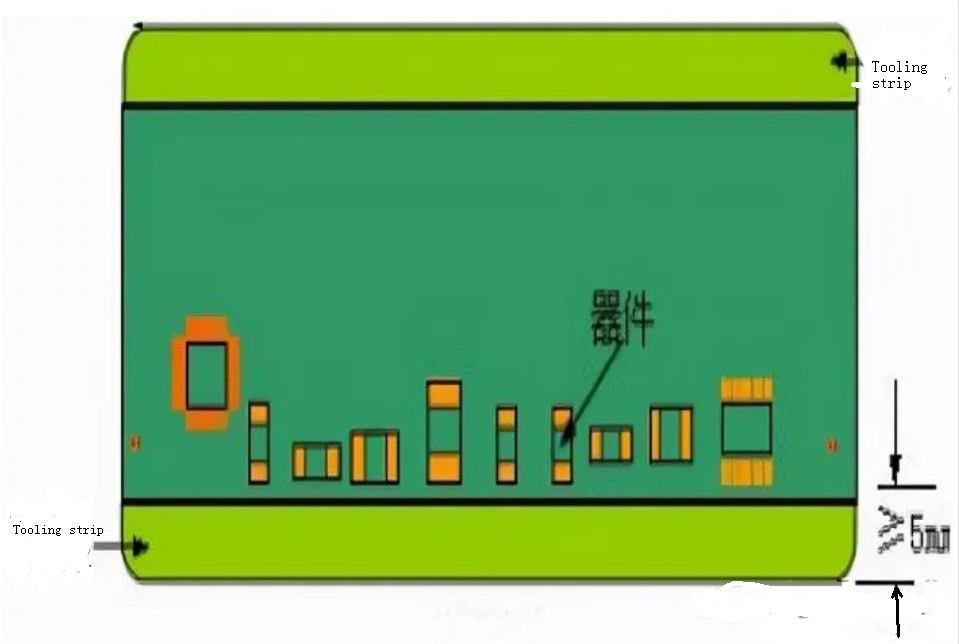
Nástrojová lišta je časť pridaná na obe strany alebo štyri strany dosky plošných spojov, hlavne na pomoc zásuvnému modulu SMT pri zvarení dosky, to znamená na uľahčenie upnutia dráhy stroja SMT SMT na dosku plošných spojov a prietoku cez dosku plošných spojov. SMT SMT stroj.Ak súčiastky príliš blízko okraja koľaje absorbujú súčiastky v tryske stroja SMT SMT a pripájajú ich k doske PCB, môže dôjsť ku kolíznemu javu.V dôsledku toho nie je možné dokončiť výrobu, preto je potrebné rezervovať určitý nástrojový pás so všeobecnou šírkou 2-5 mm.Táto metóda je vhodná aj pre niektoré zásuvné komponenty, po spájkovaní vlnou, aby sa predišlo podobným javom.
Nástrojová lišta nie je súčasťou dosky plošných spojov a možno ju odstrániť po dokončení výroby PCBA
Spôsobvyrobiť nástrojový pás:
1, V-CUT: procesné spojenie medzi nástrojovým pásom a doskou, mierne narezané na oboch stranách dosky plošných spojov, ale neprerezané!
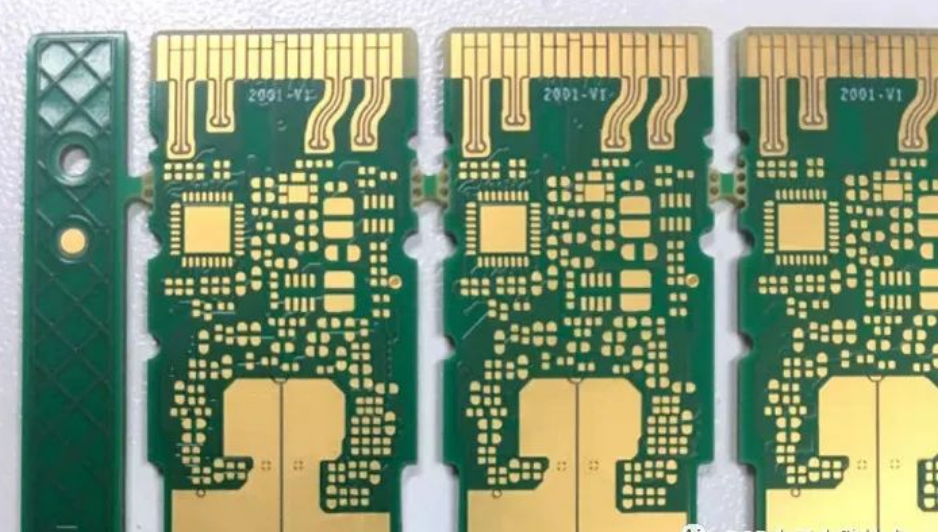
2, Spojovacie tyče: na pripojenie dosky plošných spojov použite niekoľko tyčí, v strede vytvorte otvory pre pečiatky, aby sa ruka mohla zlomiť alebo umyť strojom.
Nie na všetky dosky plošných spojov je potrebné pridať lištu s nástrojmi, ak je priestor na doske plošných spojov veľký, nenechávajte žiadne záplatové komponenty do vzdialenosti 5 mm na oboch stranách dosky plošných spojov, v tomto prípade nie je potrebné pridávať lištu nástrojov, existuje aj prípad doska plošných spojov do 5 mm na jednej strane od žiadnych záplatových komponentov, pokiaľ na druhej strane pridáte lištu s nástrojmi.Tieto vyžadujú pozornosť inžiniera PCB.
Doska spotrebovaná nástrojovým pásom zvýši celkové náklady na DPS, preto je potrebné pri návrhu procesnej hrany DPS vyvážiť hospodárnosť a vyrobiteľnosť.
Pre niektoré špeciálne tvarované dosky plošných spojov možno dosku plošných spojov s 2 alebo 4 nástrojovými pásikmi výrazne zjednodušiť dômyselným zložením dosky.
Pri spracovaní SMT musí návrh režimu objímania plne zohľadňovať šírku stopy objímkového stroja SMT.Pre dosku so šírkou nad 350 mm je potrebné komunikovať s procesným inžinierom dodávateľa SMT.