ਐਚਡੀਆਈ: ਸੰਖੇਪ ਦਾ ਉੱਚ ਘਣਤਾ ਇੰਟਰਕਨੈਕਸ਼ਨ, ਉੱਚ-ਘਣਤਾ ਇੰਟਰਕਨੈਕਸ਼ਨ, ਗੈਰ-ਮਕੈਨੀਕਲ ਡ੍ਰਿਲਿੰਗ, 6 ਮਿਲੀਅਨ ਜਾਂ ਘੱਟ ਵਿੱਚ ਮਾਈਕਰੋ-ਬਲਾਈਂਡ ਹੋਲ ਰਿੰਗ, ਅੰਦਰ ਅਤੇ ਬਾਹਰ ਇੰਟਰਲੇਅਰ ਵਾਇਰਿੰਗ ਲਾਈਨ ਚੌੜਾਈ / ਲਾਈਨ ਗੈਪ 4 ਮਿਲੀ ਜਾਂ ਘੱਟ ਵਿੱਚ, ਪੈਡ 0.35mm ਮਲਟੀਲੇਅਰ ਬੋਰਡ ਉਤਪਾਦਨ ਤੋਂ ਵੱਧ ਨਾ ਹੋਣ ਵਾਲੇ ਵਿਆਸ ਨੂੰ HDI ਬੋਰਡ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਅੰਨ੍ਹੇ ਦੁਆਰਾ: ਅੰਨ੍ਹੇ ਦੁਆਰਾ ਲਈ ਛੋਟਾ, ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਪਰਤਾਂ ਦੇ ਵਿਚਕਾਰ ਕਨੈਕਸ਼ਨ ਸੰਚਾਲਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦਾ ਹੈ।
ਦਫ਼ਨਾਇਆ ਗਿਆ: ਅੰਦਰਲੀ ਪਰਤ ਅਤੇ ਅੰਦਰਲੀ ਪਰਤ ਦੇ ਵਿਚਕਾਰ ਸਬੰਧ ਨੂੰ ਸਮਝਦੇ ਹੋਏ, ਦਫ਼ਨਾਇਆ ਗਿਆ ਲਈ ਛੋਟਾ।
ਅੰਨ੍ਹੇ ਰਾਹੀ ਜ਼ਿਆਦਾਤਰ 0.05mm~0.15mm ਦੇ ਵਿਆਸ ਵਾਲਾ ਇੱਕ ਛੋਟਾ ਮੋਰੀ ਹੁੰਦਾ ਹੈ, ਲੇਜ਼ਰ, ਪਲਾਜ਼ਮਾ ਐਚਿੰਗ ਅਤੇ ਫੋਟੋਲੁਮਿਨਿਸੈਂਸ ਦੁਆਰਾ ਦਫ਼ਨਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਆਮ ਤੌਰ 'ਤੇ ਲੇਜ਼ਰ ਦੁਆਰਾ ਬਣਦਾ ਹੈ, ਜਿਸ ਨੂੰ CO2 ਅਤੇ YAG ਅਲਟਰਾਵਾਇਲਟ ਲੇਜ਼ਰ (UV) ਵਿੱਚ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ।
HDI ਬੋਰਡ ਸਮੱਗਰੀ
1.HDI ਪਲੇਟ ਸਮੱਗਰੀ RCC, LDPE, FR4
RCC: ਰੈਜ਼ਿਨ ਕੋਟੇਡ ਕਾਪਰ, ਰੈਜ਼ਿਨ ਕੋਟੇਡ ਕਾਪਰ ਫੋਇਲ ਲਈ ਛੋਟਾ, ਆਰਸੀਸੀ ਤਾਂਬੇ ਦੇ ਫੋਇਲ ਅਤੇ ਰਾਲ ਨਾਲ ਬਣਿਆ ਹੁੰਦਾ ਹੈ ਜਿਸਦੀ ਸਤ੍ਹਾ ਨੂੰ ਮੋਟਾ ਕੀਤਾ ਗਿਆ ਹੈ, ਗਰਮੀ-ਰੋਧਕ, ਆਕਸੀਕਰਨ-ਰੋਧਕ, ਆਦਿ, ਅਤੇ ਇਸਦੀ ਬਣਤਰ ਹੇਠਾਂ ਚਿੱਤਰ ਵਿੱਚ ਦਿਖਾਈ ਗਈ ਹੈ: (ਵਰਤਿਆ ਗਿਆ ਜਦੋਂ ਮੋਟਾਈ 4ਮਿਲ ਤੋਂ ਵੱਧ ਹੋਵੇ)
RCC ਦੀ ਰਾਲ ਪਰਤ ਵਿੱਚ FR-1/4 ਬੰਧਨ ਵਾਲੀਆਂ ਸ਼ੀਟਾਂ (ਪ੍ਰੀਪ੍ਰੈਗ) ਦੇ ਸਮਾਨ ਪ੍ਰਕਿਰਿਆਯੋਗਤਾ ਹੈ।ਇਕੱਤਰ ਕਰਨ ਦੇ ਢੰਗ ਦੇ ਮਲਟੀਲੇਅਰ ਬੋਰਡ ਦੀਆਂ ਸੰਬੰਧਿਤ ਕਾਰਗੁਜ਼ਾਰੀ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ, ਜਿਵੇਂ ਕਿ:
(1) ਉੱਚ ਇਨਸੂਲੇਸ਼ਨ ਭਰੋਸੇਯੋਗਤਾ ਅਤੇ ਮਾਈਕਰੋ-ਸੰਚਾਲਨ ਮੋਰੀ ਭਰੋਸੇਯੋਗਤਾ;
(2) ਉੱਚ ਗਲਾਸ ਪਰਿਵਰਤਨ ਤਾਪਮਾਨ (Tg);
(3) ਘੱਟ ਡਾਈਇਲੈਕਟ੍ਰਿਕ ਸਥਿਰ ਅਤੇ ਘੱਟ ਪਾਣੀ ਸਮਾਈ;
(4) ਤਾਂਬੇ ਦੀ ਫੁਆਇਲ ਲਈ ਉੱਚ ਅਸੰਭਵ ਅਤੇ ਤਾਕਤ;
(5) ਠੀਕ ਕਰਨ ਤੋਂ ਬਾਅਦ ਇਨਸੂਲੇਸ਼ਨ ਪਰਤ ਦੀ ਇਕਸਾਰ ਮੋਟਾਈ।
ਇਸ ਦੇ ਨਾਲ ਹੀ, ਕਿਉਂਕਿ ਆਰਸੀਸੀ ਕੱਚ ਦੇ ਫਾਈਬਰ ਤੋਂ ਬਿਨਾਂ ਇੱਕ ਨਵੀਂ ਕਿਸਮ ਦਾ ਉਤਪਾਦ ਹੈ, ਇਹ ਲੇਜ਼ਰ ਅਤੇ ਪਲਾਜ਼ਮਾ ਦੁਆਰਾ ਐਚਿੰਗ ਹੋਲ ਟ੍ਰੀਟਮੈਂਟ ਲਈ ਵਧੀਆ ਹੈ, ਜੋ ਹਲਕੇ ਭਾਰ ਅਤੇ ਮਲਟੀਲੇਅਰ ਬੋਰਡ ਨੂੰ ਪਤਲਾ ਕਰਨ ਲਈ ਵਧੀਆ ਹੈ।ਇਸ ਤੋਂ ਇਲਾਵਾ, ਰਾਲ ਕੋਟੇਡ ਕਾਪਰ ਫੋਇਲ ਵਿੱਚ ਪਤਲੇ ਤਾਂਬੇ ਦੇ ਫੋਇਲ ਹੁੰਦੇ ਹਨ ਜਿਵੇਂ ਕਿ 12pm, 18pm, ਆਦਿ, ਜੋ ਕਿ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਆਸਾਨ ਹਨ।
ਤੀਜਾ, ਪਹਿਲਾ-ਕ੍ਰਮ, ਦੂਜਾ-ਕ੍ਰਮ ਪੀਸੀਬੀ ਕੀ ਹੈ?
ਇਹ ਪਹਿਲਾ-ਕ੍ਰਮ, ਦੂਜਾ-ਕ੍ਰਮ ਲੇਜ਼ਰ ਛੇਕ ਦੀ ਗਿਣਤੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਪੀਸੀਬੀ ਕੋਰ ਬੋਰਡ ਪ੍ਰੈਸ਼ਰ ਕਈ ਵਾਰ, ਕਈ ਲੇਜ਼ਰ ਹੋਲ ਖੇਡਦਾ ਹੈ!ਕੁਝ ਹੁਕਮ ਹੈ.ਜਿਵੇਂ ਕਿ ਹੇਠਾਂ ਦਿਖਾਇਆ ਗਿਆ ਹੈ
1,.ਡ੍ਰਿਲਿੰਗ ਹੋਲ ਤੋਂ ਬਾਅਦ ਇੱਕ ਵਾਰ ਦਬਾਓ == "ਪ੍ਰੈਸ ਦੇ ਬਾਹਰ ਇੱਕ ਵਾਰ ਹੋਰ ਤਾਂਬੇ ਦੀ ਫੁਆਇਲ ==" ਅਤੇ ਫਿਰ ਲੇਜ਼ਰ ਡ੍ਰਿਲ ਹੋਲ
ਇਹ ਪਹਿਲਾ ਪੜਾਅ ਹੈ, ਜਿਵੇਂ ਕਿ ਹੇਠਾਂ ਤਸਵੀਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ

2, ਇੱਕ ਵਾਰ ਦਬਾਉਣ ਅਤੇ ਛੇਕ ਕਰਨ ਤੋਂ ਬਾਅਦ == "ਇਕ ਹੋਰ ਤਾਂਬੇ ਦੇ ਫੋਇਲ ਦੇ ਬਾਹਰਲੇ ਹਿੱਸੇ ==" ਅਤੇ ਫਿਰ ਲੇਜ਼ਰ, ਡ੍ਰਿਲਿੰਗ ਹੋਲ == "ਇਕ ਹੋਰ ਤਾਂਬੇ ਦੀ ਫੋਇਲ ਦੀ ਬਾਹਰੀ ਪਰਤ ==" ਅਤੇ ਫਿਰ ਲੇਜ਼ਰ ਡਰਿਲਿੰਗ ਹੋਲ
ਇਹ ਦੂਜਾ ਹੁਕਮ ਹੈ।ਇਹ ਜ਼ਿਆਦਾਤਰ ਸਿਰਫ਼ ਇਸ ਗੱਲ ਦਾ ਹੈ ਕਿ ਤੁਸੀਂ ਇਸ ਨੂੰ ਕਿੰਨੀ ਵਾਰ ਲੇਜ਼ਰ ਕਰਦੇ ਹੋ, ਇਹ ਕਿੰਨੇ ਕਦਮ ਹਨ।
ਦੂਜੇ ਆਰਡਰ ਨੂੰ ਫਿਰ ਸਟੈਕਡ ਹੋਲ ਅਤੇ ਸਪਲਿਟ ਹੋਲ ਵਿੱਚ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ।
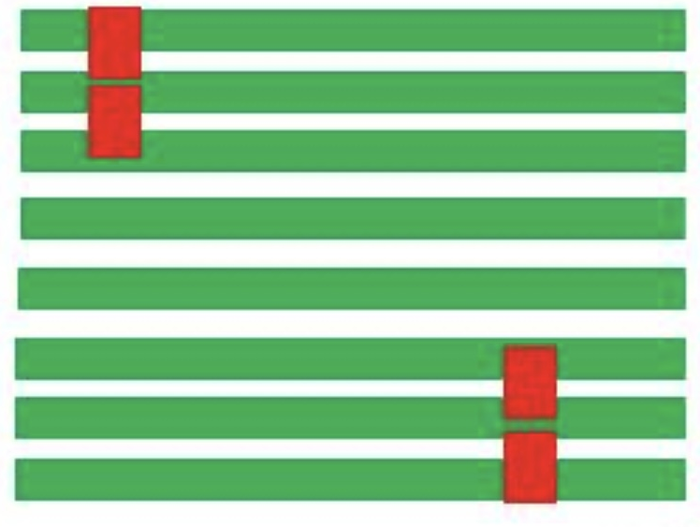
ਹੇਠਾਂ ਦਿੱਤੀ ਤਸਵੀਰ ਦੂਜੇ-ਕ੍ਰਮ ਦੇ ਸਟੈਕਡ ਹੋਲਾਂ ਦੀਆਂ ਅੱਠ ਲੇਅਰਾਂ ਦੀ ਹੈ, 3-6 ਲੇਅਰਾਂ ਦੀ ਪਹਿਲੀ ਪ੍ਰੈਸ ਫਿੱਟ ਹੈ, 2 ਦੇ ਬਾਹਰ, 7 ਲੇਅਰਾਂ ਨੂੰ ਦਬਾਇਆ ਗਿਆ ਹੈ, ਅਤੇ ਇੱਕ ਵਾਰ ਲੇਜ਼ਰ ਹੋਲ ਨੂੰ ਮਾਰੋ।ਫਿਰ 1,8 ਪਰਤਾਂ ਨੂੰ ਦਬਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਵਾਰ ਫਿਰ ਲੇਜ਼ਰ ਛੇਕ ਨਾਲ ਪੰਚ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਇਹ ਦੋ ਲੇਜ਼ਰ ਛੇਕ ਬਣਾਉਣ ਲਈ ਹੈ.ਇਸ ਕਿਸਮ ਦਾ ਮੋਰੀ ਕਿਉਂਕਿ ਇਹ ਸਟੈਕਡ ਹੈ, ਪ੍ਰਕਿਰਿਆ ਦੀ ਮੁਸ਼ਕਲ ਥੋੜੀ ਵੱਧ ਹੋਵੇਗੀ, ਲਾਗਤ ਥੋੜੀ ਵੱਧ ਹੈ.
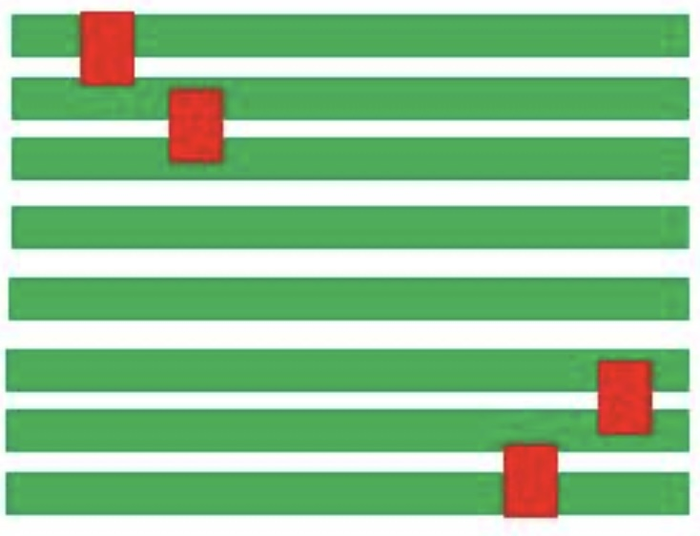
ਹੇਠਾਂ ਦਿੱਤਾ ਚਿੱਤਰ ਦੂਜੇ-ਕ੍ਰਮ ਦੇ ਕ੍ਰਾਸ ਬਲਾਈਂਡ ਹੋਲ ਦੀਆਂ ਅੱਠ ਲੇਅਰਾਂ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਇਹ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀ ਦੂਜੇ-ਕ੍ਰਮ ਦੇ ਸਟੈਕਡ ਹੋਲਜ਼ ਦੀਆਂ ਉਪਰੋਕਤ ਅੱਠ ਲੇਅਰਾਂ ਵਾਂਗ ਹੀ ਹੈ, ਦੋ ਵਾਰ ਲੇਜ਼ਰ ਹੋਲ ਨੂੰ ਹਿੱਟ ਕਰਨ ਦੀ ਵੀ ਲੋੜ ਹੈ।ਪਰ ਲੇਜ਼ਰ ਛੇਕ ਇਕੱਠੇ ਸਟੈਕ ਨਹੀਂ ਕੀਤੇ ਗਏ ਹਨ, ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਮੁਸ਼ਕਲ ਬਹੁਤ ਘੱਟ ਹੈ.
ਤੀਜਾ ਆਰਡਰ, ਚੌਥਾ ਆਰਡਰ ਅਤੇ ਹੋਰ।