Ընդհանուր առմամբ՝ բազմաշերտ և երկշերտ տախտակի արտադրության գործընթացների համեմատ, կան համապատասխանաբար ևս 2 գործընթաց՝ ներքին գծային և շերտավորում։
Մանրամասն՝ երկշերտ թիթեղի արտադրության գործընթացում, կտրումն ավարտվելուց հետո, կիրականացվի հորատում, ապա պղնձի մեջ՝ գծի մեջ։ Բազմաշերտ թիթեղի արտադրության գործընթացում, նյութի բացումն ավարտվելուց հետո, այն անմիջապես չի հորատվի, այլ նախ այն պետք է անցնի ներքին գծով և շերտավորմամբ, ապա՝ հորատման արհեստանոց՝ հորատելու համար, ապա՝ պղնձի և գծի մեջ։
Այսինքն՝ բացման և հորատման անցքերի միջև ավելացվում են «ներքին գծի» և «շերտավորման» երկու գործընթացներ։ Վերը նշվածը բազմաշերտ և երկշերտ տախտակների արտադրության տարբերությունն է։
Հաջորդը, եկեք նայենք, թե ինչ են անում ներքին գծի և շերտավորման երկու գործընթացները։
Ներքին գիծ
Երկշերտ թիթեղների արտադրության «գծային» գործընթացը, ներառյալ թաղանթի սեղմումը, էքսպոզիցիաները, մշակումը (եթե մոռանաք, կարող եք վերադառնալ և նայել դրան):
«Ներքին շղթան» այստեղ այդքան էլ պարզ չէ։ Բացի ներքին լամինացված թաղանթից, ներքին ազդեցությունից, ներքին մշակումից, այն ներառում է նաև ներքին նախնական մշակում, ներքին փորագրություն, ներքին թաղանթի հեռացում և ներքին AOI։
Երկշերտ թիթեղների արտադրության գործընթացում, պղնձի նստեցումից հետո, առանց արտադրական գծի, տախտակը ուղղակիորեն տեղադրվում է սեղմող թաղանթի մեջ, ուստի անհրաժեշտ չէ լրացուցիչ նախնական սեղմման մշակում կատարել: Եվ այստեղ պղնձե փայլաթիթեղի թիթեղը, որը նոր է եկել կտրման արհեստանոցից, տախտակի մակերեսը կունենա խառնուրդներ, ուստի
Ներքին լամինատե թաղանթը տեղադրելուց առաջ անհրաժեշտ է նախապես մշակել և մաքրել, կիրառել քիմիական ռեակցիա, նախ հեռացնել յուղը, ջուրը, մաքուր ջուրը, երկու անգամ հեռացնել միկրոփորագրությունը (հեռացնել մակերեսային բեկորները), ապա ջուրը, ապա թթու դնելը (լվացքից հետո մակերեսը կօքսիդանա, ուստի այն թթու դնելու կարիք ունի), ապա ջուրը, ապա չորացնելը, ապա ներքին լամինատե թաղանթի մեջ դնելը։
Ներքին լամինատե թաղանթ մշակումից առաջ

Տախտակը սեղմելուց հետո, քանի որ այն չի փորվել, այն շատ հարթ տեսք ունի։
Սեղմող ժապավենի, էքսպոզիցիայի, մշակման, այս կապերի կոնկրետ հարցերը ներկայացվել են երկշերտ թիթեղների արտադրության հոդվածում, այստեղ դրանք չեն կրկնվի։
Մշակումն ավարտվելուց հետո, պղնձի մի մասը կբացվի, քանի որ արտաքին շերտը դրական թաղանթային գործընթաց է, իսկ ներքին շերտը՝ բացասական թաղանթային գործընթաց։ Հետևաբար, արտաքին շերտի մշակումն ավարտվելուց հետո, բացված գծային պղինձը այն մասն է, որը պետք է պահպանվի, իսկ ներքին շերտի մշակումից հետո բացված պղինձը այն մասն է, որը պետք է փորագրվի, ուստի
Ներքին և արտաքին փորագրման գործընթացները նույնպես տարբեր են. ներքին փորագրումը ալկալային գործընթաց է, փորագրման պահին չոր թաղանթը դեռ ներսում է, չոր թաղանթ չունեցող մասը (բաց պղինձ) նախ փորագրվում է, ապա հանվում է կաղապարը։
Արտաքին շերտի փորագրությունը նախ հեռացվում է, ապա փորագրվում, և գիծը մասամբ պաշտպանվում է հեղուկ անագով։
Ներքին թաղանթի փորագրման գիծը, ձախը պատասխանատու է փորագրման համար, աջը՝ թաղանթի դուրսբերման համար։

Շղթայի տախտակը փորագրելուց հետո ավելորդ պղինձը փորագրվել է, իսկ չոր թաղանթի մնացած մասը չի հեռացվել։
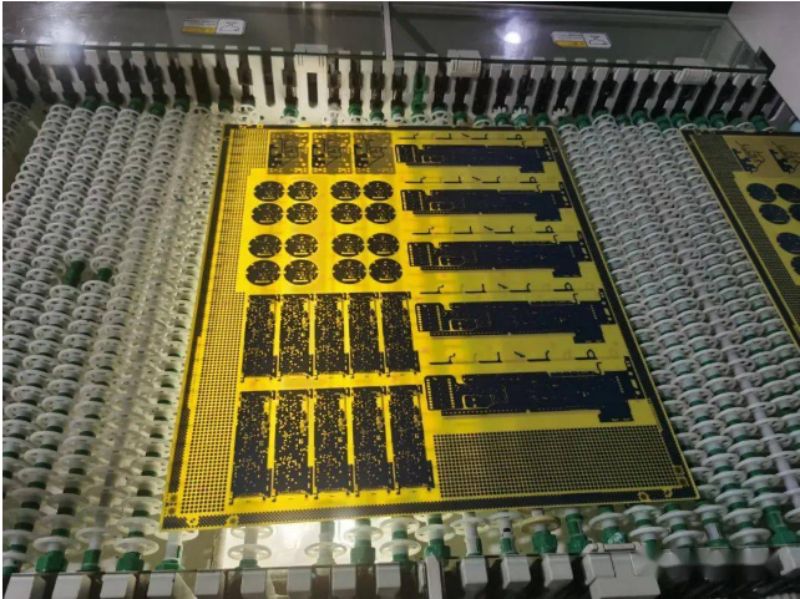
Շղթայի տախտակը ապամոնտաժումից հետո։
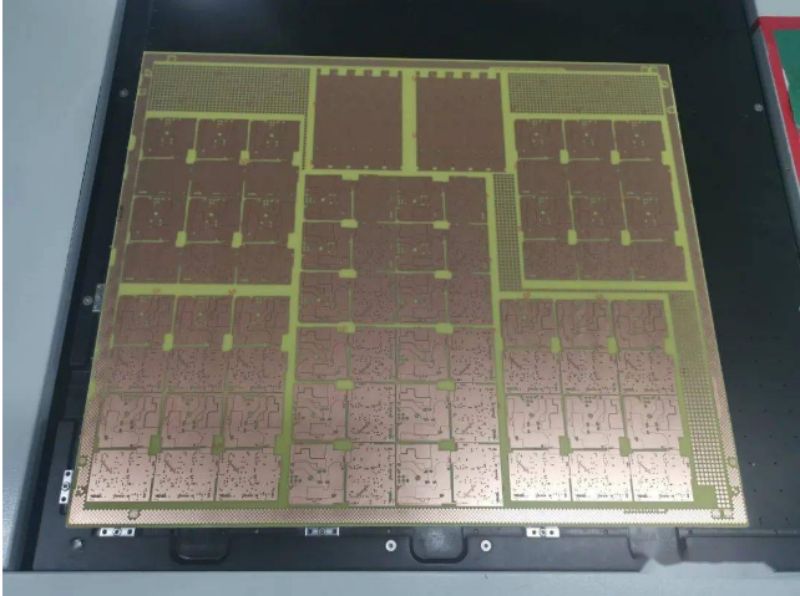
Ֆիլմի ներքին շերտի ավարտից հետո, գծի ներքին շերտը ամբողջությամբ ավարտված է, այս պահին, և այնուհետև AOI օպտիկական հայտնաբերում, որոշելու համար, որ խնդիր չկա, կարող եք իրականացնել շերտավորման գործընթացը:
Լամինացիա։
Հենց նոր պատրաստեցի տախտակը, մենք այն անվանում ենք ներքին միջուկով տախտակ, եթե այն 4 շերտ տախտակ է, կլինի 1 ներքին միջուկով տախտակ, եթե այն 6 շերտ տախտակ է, կլինի 2 ներքին միջուկով տախտակ։
Այս գործընթացի հիմնական նպատակն է ներքին միջուկի թիթեղը և արտաքին շերտը միացնել միմյանց՝ կազմելով մեկ ամբողջություն: Կապակցող նյութը կոչվում է PP, չինականը՝ կիսակարծրացող թերթ, որի հիմնական կազմը խեժ է և ապակե մանրաթել, այն նաև կխաղա ներքին միջուկի տախտակի և արտաքին պղնձե փայլաթիթեղի մեկուսացման նպատակը:
Բազմաշերտ տախտակի որակն ապահովելու համար Ջիալիչուանգի Պոլիպրոպիլենի մատակարարը դեռևս South Asia Electronics-ն է։
Ընդհանուր առմամբ, շերտավորման գործընթացը բաժանվում է չորս քայլի՝ շագանակագույնացում, նախնական շերտավորում, թիթեղի շերտավորում և սեղմում: Հաջորդը, եկեք առանձին քննարկենք յուրաքանչյուր գործընթացի մանրամասները: Թաղանթի հեռացումից հետո ներքին միջուկի թիթեղը նախ շագանակագույնացվում է: Շագանակագույն տպատախտակը տպատախտակի մակերեսին կավելացնի շագանակագույն թաղանթի շերտ, որը շագանակագույն մետաղացված նյութ է, և դրա մակերեսը անհարթ է, որպեսզի այն ավելի հեշտ լինի կպցնել պոլիպրոպիլենին:
Սկզբունքը նման է հեծանիվի անվադողը նորոգելուն. կոտրված տեղը պետք է հարթեցնել խարտոցով՝ սոսնձի կպչունությունը բարելավելու համար։
Բրաունինգի գործընթացը նույնպես քիմիական ռեակցիայի գործընթաց է, որը տեղի է ունենում թթու դնելու, ալկալային լվացման, բազմալիք լվացման, չորացման, սառեցման և այլ գործընթացների միջոցով:
նախնական փուլ
Նախնական դարսման գործընթացը, որն իրականացվում է փոշուց զերծ արհեստանոցում, կդարսեցնի միջուկի թիթեղը և պոլիպրոպիլենը միասին: Միջուկի թիթեղի յուրաքանչյուր կողմում տեղադրվում է մեկական պոլիպրոպիլեն: պոլիպրոպիլենի երկարությունը և լայնությունը 2 մմ-ով ավելի մեծ կլինեն միջուկի թիթեղից՝ սեղմելուց հետո խոռոչ եզրեր չառաջանալը կանխելու համար:
Լաստանավ։
Շարքային թիթեղի հիմնական նպատակն է պոլիպրոպիլենային շերտի վերևում ավելացնել պղնձե փայլաթիթեղի շերտ՝ հաջորդող արտաքին գծի համար նախապատրաստվելու համար: Բացի այդ, արտաքին շերտին կավելացվի պողպատե թիթեղ և կրաֆտ թուղթ: լամինացիա
Առաջին մի քանի քայլերը վերջնական լամինացիայի նախապատրաստումն են:
Լամինացումից առաջ, ծռումը կանխելու համար, կլինի մոտ 12 մմ հաստությամբ պողպատե ծածկույթ։
Լամինացումը ներառում է երկու գործընթաց՝ տաք և սառը սեղմում, համապատասխանաբար՝ տաք և սառը սեղմման միջոցով: Սա շատ կարևոր օղակ է, հաշվի առնելով այնպիսի գործոններ, ինչպիսիք են վակուումը, ջերմաստիճանը, ճնշումը, ժամանակը, այս գործոնները համագործակցում են միմյանց հետ՝ բարձրորակ տպատախտակներ ստանալու համար:
Օրինակ, որոշակի ժամանակահատվածում պետք է ճշգրտորեն կարգավորվեն ջերմաստիճանը, ճնշումը և անհրաժեշտ ժամանակը։
Այս գործընթացի ավարտից հետո, PP-ն և ներքին միջուկի թիթեղը, ինչպես նաև արտաքին պղնձե փայլաթիթեղը սերտորեն կապված կլինեն միմյանց հետ։
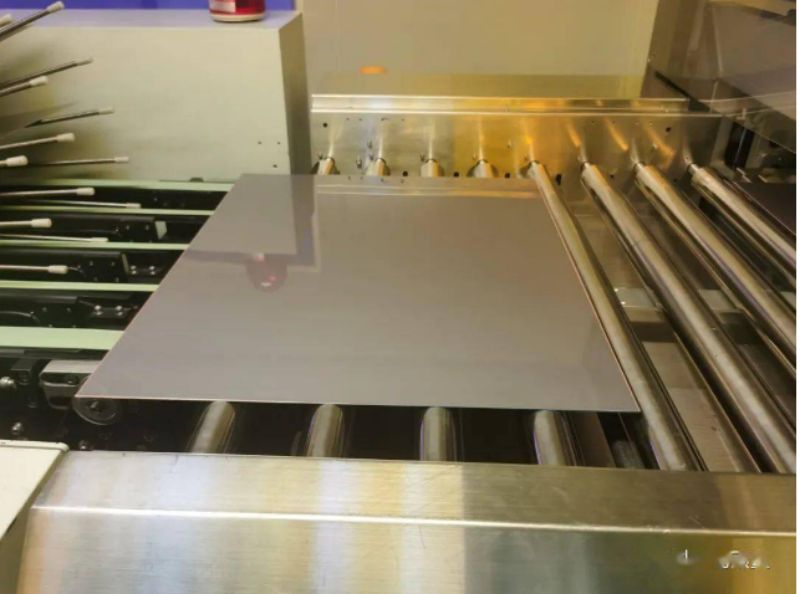
Մամլիչից դուրս գալուց հետո կատարվում է ավտոմատ ապամոնտաժում, պողպատե թիթեղը հանվում է, և հղկելուց հետո այն կրկին ուղարկվում է դասակի սենյակ։ Ինչպես ցույց է տրված նկար 11-ում, մեքենան հեռացնում է պողպատե թիթեղը։

Լամինացված բազմաշերտ տպատախտակը կվերադարձվի իր սկզբնական հորատման արհեստանոց՝ հորատման համար, և մնացած գործընթացը նույնն է, ինչ երկշերտ տպատախտակի արտադրության գործընթացը։