په عمومي توګه: د څو پرتونو بورډ او دوه پرتونو بورډ د تولید پروسې په پرتله، په ترتیب سره دوه نورې پروسې شتون لري: داخلي کرښه او لامینیشن.
په تفصیل سره: د دوه پرت پلیټ د تولید په پروسه کې، د پرې کولو بشپړیدو وروسته، برمه کول به ترسره شي، او بیا د مسو په لیکه کې؛ د څو پرت بورډ د تولید په پروسه کې، د موادو د خلاصیدو وروسته، دا به په مستقیم ډول نه ډرل کیږي، مګر لومړی باید د داخلي لاین او لامینیشن څخه تیر شي، او بیا د ډرل کولو لپاره د برمه کولو ورکشاپ ته، او بیا د مسو او لیکې ته.
دا چې د پرانیستلو او سوراخ کولو ترمنځ، د "داخلي کرښې" او "لامینیشن" دوه پروسې اضافه کیږي. پورته د څو پرتونو بورډ او دوه پرتونو بورډ تولید ترمنځ توپیر دی.
بیا، راځئ چې وګورو چې د داخلي کرښې او لامینیشن دوه پروسې څه کوي.
داخلي کرښه
د دوه ګوني پرت پلیټونو په تولید کې د "کرښې" پروسه، په شمول د فلم کمپریشن، افشا کول، پراختیا (که تاسو هیر کړئ، تاسو کولی شئ بیرته لاړ شئ او وګورئ).
دلته "داخلي سرکټ" دومره ساده نه دی! د داخلي لامینټ شوي فلم، داخلي افشا کولو، داخلي پراختیا سربیره، پدې کې د داخلي پری درملنه، داخلي ایچینګ، داخلي فلم لرې کول او داخلي AOI هم شامل دي.
د دوه ګوني پرت پلیټ تولید پروسې کې، د مسو د زیرمه کولو وروسته بورډ د تولید لاین پرته، مستقیم د فشار فلم ته ځي، نو د اضافي پری پریس کولو درملنې ترسره کولو ته اړتیا نشته. او دلته د مسو ورق پلیټ، یوازې د پرې کولو ورکشاپ څخه راغلی، د بورډ سطح به ناپاکۍ ولري، نو
د داخلي لامینټ فلم څخه مخکې، دا اړینه ده چې درملنه او پاکول، د کیمیاوي تعاملاتو کارول، لومړی غوړ، اوبه، پاکې اوبه، دوه مایکرو ایچینګ (د سطحې کثافات لرې کړئ)، او بیا اوبه، او بیا اچار کول (د مینځلو وروسته، سطح به اکسیډیز شي، نو دا اچار کولو ته اړتیا لري)، بیا اوبه، بیا وچ، او بیا داخلي لامینټ فلم ته.
د درملنې دمخه د داخلي لامینټ فلم

د تختې د فشارولو وروسته، ځکه چې دا نه دی ډرل شوی، دا ډیر فلیټ ښکاري.
د فلم فشارول، افشا کول، پراختیا، د دې لینکونو ځانګړي مسایل، د دوه اړخیزه پلیټ تولید په مقاله کې معرفي شوي، دلته به تکرار نشي.
د پراختیا له بشپړیدو وروسته، د پیتل یوه برخه به ښکاره شي، ځکه چې بهرنۍ طبقه د مثبت فلم پروسه ده، داخلي طبقه د منفي فلم پروسه ده. له همدې امله، د بهرنۍ طبقې پراختیا بشپړیدو وروسته، د مسو افشا شوې کرښه هغه برخه ده چې باید وساتل شي، او د داخلي طبقې پراختیا وروسته افشا شوې مسو هغه برخه ده چې باید نقاشي شي، نو
د داخلي ایچنګ پروسه او بهرنۍ ایچنګ پروسه هم توپیر لري، داخلي ایچنګ یوه الکلین پروسه ده، د ایچنګ په وخت کې، وچ فلم لاهم دننه وي، هغه برخه چې وچ فلم (بربنډ مس) نلري لومړی ایچنګ کیږي، او بیا مولډ لرې کیږي.
د بهرنۍ طبقې ایچنګ لومړی لرې کیږي او بیا ایچنګ کیږي، او کرښه په جزوي ډول د مایع ټین لخوا خوندي کیږي.
د فلم د نقاشۍ داخلي کرښه، کیڼ اړخ د نقاشۍ مسؤلیت لري، ښي اړخ د فلم د ایستلو مسؤلیت لري.

د سرکټ بورډ د نقاشۍ وروسته، اضافي مسو نقاشي شوی، او د وچ فلم پاتې برخه نه ده لرې شوې.
د سرکټ بورډ د پټولو وروسته.
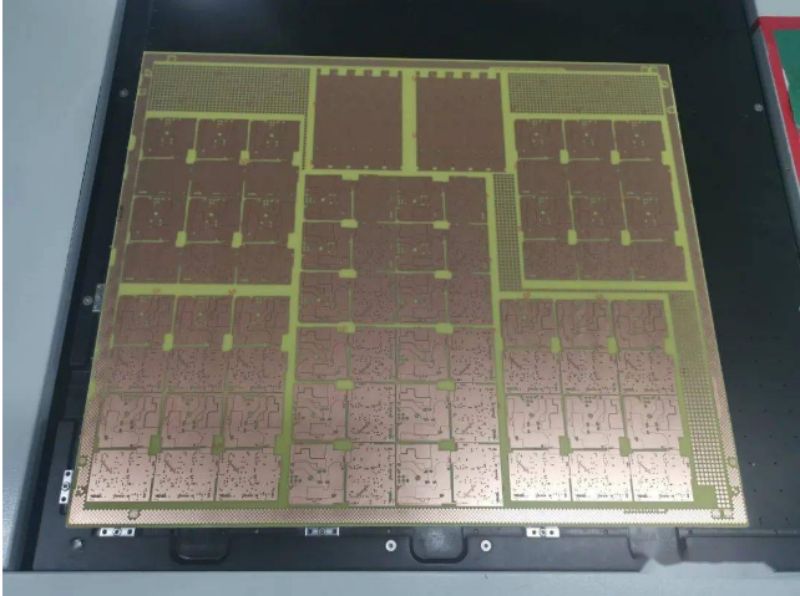
د فلم داخلي طبقه بشپړیدو وروسته، د کرښې داخلي طبقه په بشپړه توګه ترسره کیږي، پدې وخت کې، او بیا د AOI نظري کشف، د دې لپاره چې معلومه شي چې کومه ستونزه نشته، تاسو کولی شئ د لامینیشن پروسه ترسره کړئ.
لامینیشن:
همدا اوس مې تخته جوړه کړه، موږ ورته داخلي کور بورډ وایو، که چیرې دا د تختې څلور طبقې وي، نو یو داخلي کور بورډ به وي، که چیرې دا د تختې شپږ طبقې وي، نو دوه داخلي کور بورډونه به وي.
د دې پروسې اصلي موخه دا ده چې داخلي کور پلیټ او بهرنۍ طبقه سره یوځای شي ترڅو یو بشپړ جوړ کړي. د تړلو موادو لپاره مسؤل، چې PP نومیږي، چینایي چې نیمه کیورینګ شیټ نومیږي، اصلي جوړښت یې رال او شیشې فایبر دی، دا به د داخلي کور بورډ او د بهرني مسو ورق موصلیت هدف هم ولوبوي.
د څو پوړیزو بورډونو کیفیت ډاډمن کولو لپاره، د جیالیچوانګ د PP عرضه کوونکی لاهم د سویلي آسیا الیکترونیک دی.
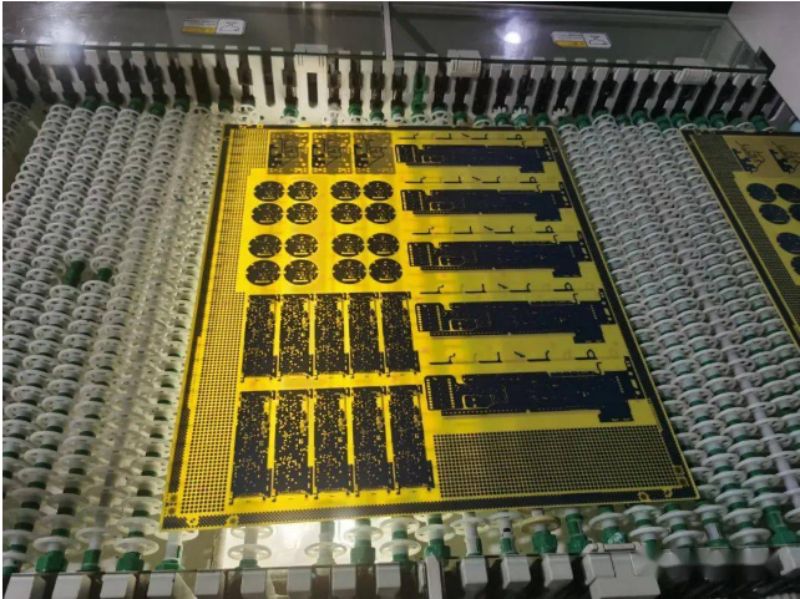
په عمومي توګه، د لامینیشن پروسه په څلورو مرحلو ویشل شوې ده: نسواري کول، مخکې له مخکې سټیکینګ، پلیټ کول، او فشار ورکول. بیا، راځئ چې د هرې پروسې توضیحات په جلا توګه وګورو. د فلم لرې کولو بشپړیدو وروسته داخلي کور پلیټ لومړی نسواري کیږي. نسواري سرکټ بورډ به د سرکټ بورډ په سطحه د نسواري فلم یوه طبقه اضافه کړي، کوم چې نسواري فلز شوی ماده ده، او د هغې سطحه نا مساوي ده، ترڅو د PP سره اړیکه اسانه کړي.
اصل د بایسکل ټایر ترمیمولو ته ورته دی، مات شوی ځای باید د ګلو چپکولو ښه کولو لپاره د فایل سره ډک شي.
د براونینګ پروسه هم د کیمیاوي تعامل یوه پروسه ده، چې د اچار کولو، الکلي مینځلو، څو چینلونو مینځلو، وچولو، یخولو او نورو پروسو څخه تیریږي.
مخکې له مخکې
د مخکې له مخکې د سټیکینګ پروسه، چې په دوړو پاک ورکشاپ کې ترسره کیږي، د کور پلیټ او PP به یوځای سره یوځای کړي. د کور پلیټ په هر اړخ کې PP ځای په ځای شوی. د PP اوږدوالی او پلنوالی به د کور پلیټ څخه 2 ملي متره لوی وي ترڅو د فشار وروسته د تشو څنډو مخه ونیسي.
بېړۍ:
د قطار پلیټ اصلي موخه د PP پرت څخه پورته د مسو ورق یوه طبقه اضافه کول دي ترڅو د راتلونکي بهرنۍ کرښې لپاره چمتو شي. سربیره پردې، د فولادو پلیټ او کرافټ کاغذ به بهرنۍ طبقې ته اضافه شي. لامینیشن
لومړني څو ګامونه د وروستي لامینیشن لپاره چمتو کول دي.
د لامینټ کولو دمخه، د وارپینګ مخنیوي لپاره، د پوښ پلیټ به وي، شاوخوا 12 ملي متره ضخامت، فولادي.
لامینیټینګ په ترتیب سره د ګرم فشار او سړې فشار دوه پروسې لري، په ګرم فشار او سړې فشار کې. دا یو ډیر مهم لینک دی، د خلا، تودوخې، فشار، وخت په شمول فکتورونو په پام کې نیولو لپاره، دا فکتورونه یو بل سره همکاري کوي، ترڅو د لوړ کیفیت سرکټ بورډونه تولید کړي.
د مثال په توګه، په یوه ټاکلې موده کې، څومره تودوخه، څومره فشار، او د اړتیا وړ وخت باید په دقیق ډول تنظیم شي.
د دې پروسې له پای ته رسیدو وروسته، PP او داخلي کور پلیټ او بهرنۍ مسو ورق به له یو بل سره نږدې وصل شي.
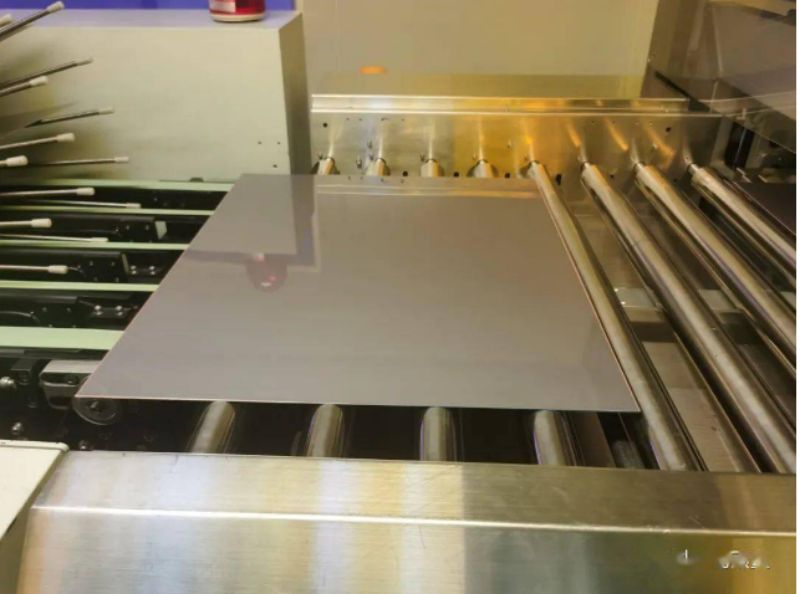
د پریس څخه د راوتلو وروسته، اتوماتیک تخریب ترسره کیږي، د فولادو پلیټ لرې کیږي، او د ګرینډ کولو وروسته بیا د پلاټون خونې ته لیږل کیږي. لکه څنګه چې په 11 شکل کې ښودل شوي، ماشین د فولادو پلیټ لرې کوي.

د لامینټ شوي څو پرت لرونکي سرکټ بورډ به د ډرل کولو لپاره خپل اصلي برمه کولو ورکشاپ ته راستون شي، او پاتې پروسه د دوه پرت لرونکي بورډ د تولید پروسې سره ورته ده.