सर्वसाधारणपणे: मल्टी-लेयर बोर्ड आणि डबल-लेयर बोर्डच्या उत्पादन प्रक्रियेच्या तुलनेत, अनुक्रमे आणखी 2 प्रक्रिया आहेत: इनर लाइन आणि लॅमिनेशन.
तपशीलवार: डबल-लेयर प्लेटच्या उत्पादन प्रक्रियेत, कटिंग पूर्ण झाल्यानंतर, ड्रिलिंग केले जाईल आणि नंतर तांब्यामध्ये, लाइनमध्ये; मल्टी-लेयर बोर्डच्या उत्पादन प्रक्रियेत, मटेरियल उघडल्यानंतर, ते थेट ड्रिल केले जाणार नाही, परंतु प्रथम ते आतील रेषा आणि लॅमिनेशनमधून जावे लागेल, आणि नंतर ड्रिलिंग वर्कशॉपमध्ये ड्रिलिंग करावे लागेल आणि नंतर तांबे आणि लाइनमध्ये जावे लागेल.
म्हणजेच, छिद्रे उघडणे आणि ड्रिलिंग दरम्यान, "इनर लाइन" आणि "लॅमिनेशन" या दोन प्रक्रिया जोडल्या जातात. वरील मल्टी-लेयर बोर्ड आणि डबल-लेयर बोर्ड उत्पादनातील फरक आहे.
पुढे, आतील रेषा आणि लॅमिनेशनच्या दोन प्रक्रिया काय करत आहेत ते पाहूया.
आतील रेषा
डबल-लेयर प्लेट्सच्या निर्मितीमध्ये "लाइन" प्रक्रिया, ज्यामध्ये फिल्म कॉम्प्रेशन, एक्सपोजर, डेव्हलपमेंट (जर तुम्ही विसरलात तर तुम्ही मागे जाऊन ते पाहू शकता) यांचा समावेश आहे.
येथे "इनर सर्किट" इतके सोपे नाही! इनर लॅमिनेटेड फिल्म, इनर एक्सपोजर, इनर डेव्हलपमेंट व्यतिरिक्त, त्यात इनर प्री-ट्रीटमेंट, इनर एचिंग, इनर फिल्म रिमूव्हल आणि इनर एओआय देखील समाविष्ट आहे.
डबल-लेयर प्लेट उत्पादन प्रक्रियेत, तांबे जमा झाल्यानंतर बोर्ड, उत्पादन रेषेशिवाय, थेट प्रेसिंग फिल्ममध्ये टाकला जातो, त्यामुळे अतिरिक्त प्री-प्रेसिंग ट्रीटमेंट करण्याची आवश्यकता नाही. आणि येथे कॉपर फॉइल प्लेट, नुकतीच कटिंग वर्कशॉपमधून आली आहे, बोर्डच्या पृष्ठभागावर अशुद्धता असेल, म्हणून
आतील लॅमिनेट फिल्म करण्यापूर्वी, प्रक्रिया आणि साफसफाई पुढे नेणे आवश्यक आहे, रासायनिक अभिक्रिया वापरणे आवश्यक आहे, प्रथम तेल, पाणी, स्वच्छ पाणी, दोन सूक्ष्म-एचिंग (पृष्ठभागावरील कचरा काढून टाकणे), आणि नंतर पाणी, आणि नंतर पिकलिंग (धुतल्यानंतर, पृष्ठभाग ऑक्सिडाइझ होईल, म्हणून त्याला पिकलिंग आवश्यक आहे), नंतर पाणी, नंतर कोरडे आणि नंतर आतील लॅमिनेट फिल्ममध्ये.
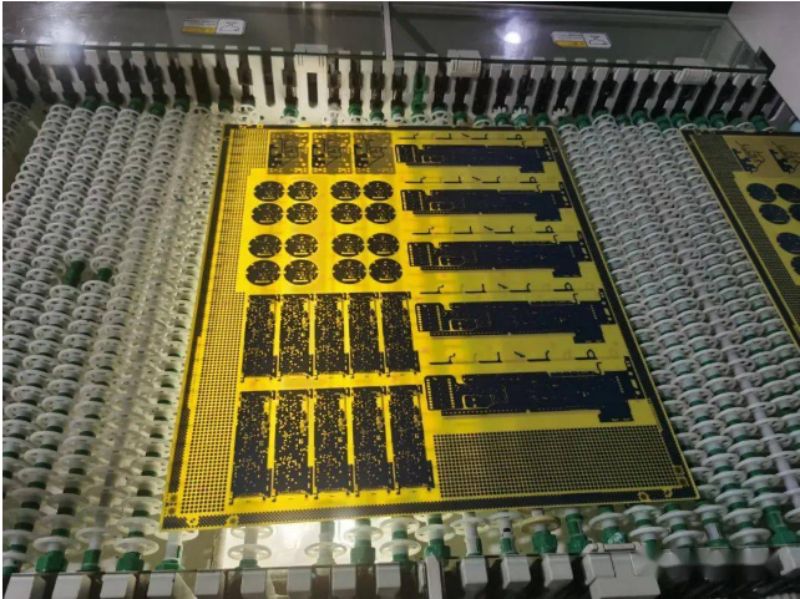
उपचारापूर्वी आतील लॅमिनेट फिल्म

बोर्ड दाबल्यानंतर, तो ड्रिल केलेला नसल्यामुळे, तो खूप सपाट दिसतो.
प्रेसिंग फिल्म, एक्सपोजर, डेव्हलपमेंट, या लिंक्सच्या विशिष्ट बाबी, डबल-लेयर प्लेट प्रोडक्शनच्या लेखात सादर केल्या आहेत, येथे पुनरावृत्ती होणार नाही.
विकास पूर्ण झाल्यानंतर, पितळेचा एक भाग उघड होईल, कारण बाह्य थर ही एक सकारात्मक फिल्म प्रक्रिया आहे, तर आतील थर ही एक नकारात्मक फिल्म प्रक्रिया आहे. म्हणून, बाह्य थर विकास पूर्ण झाल्यानंतर, उघड्या रेषेचा तांब्याचा भाग राखून ठेवण्याची आवश्यकता आहे आणि आतील थर विकासानंतर उघड्या तांब्याचा भाग खोदून काढण्याची आवश्यकता आहे, म्हणून
आतील एचिंग प्रक्रिया आणि बाह्य एचिंग प्रक्रिया देखील भिन्न आहेत, आतील एचिंग ही एक अल्कधर्मी प्रक्रिया आहे, एचिंगच्या वेळी, कोरडी फिल्म अजूनही आत असते, कोरडी फिल्म नसलेला भाग (उघड तांबे) प्रथम एच केला जातो आणि नंतर साचा काढून टाकला जातो.
बाहेरील थराचे एचिंग प्रथम काढून टाकले जाते आणि नंतर एचिंग केले जाते आणि रेषा अंशतः द्रव टिनने संरक्षित केली जाते.
आतील फिल्म एचिंग लाइन, डावा एचिंगसाठी जबाबदार आहे, उजवा फिल्म मागे घेण्यासाठी जबाबदार आहे.

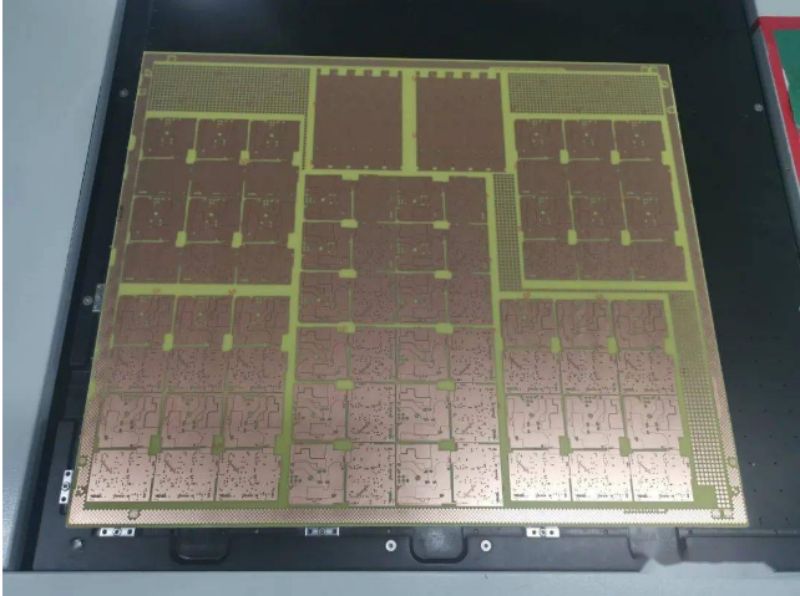
सर्किट बोर्डवर खोदकाम केल्यानंतर, जास्तीचे तांबे खोदकाम करून काढले गेले आहे आणि कोरड्या फिल्मचा उर्वरित भाग काढला गेला नाही.
स्ट्रिपिंग नंतर सर्किट बोर्ड.
फिल्मचा आतील थर पूर्ण झाल्यानंतर, रेषेचा आतील थर पूर्णपणे पूर्ण झाला आहे, यावेळी, आणि नंतर AOI ऑप्टिकल डिटेक्शन, कोणतीही समस्या नाही हे निश्चित करण्यासाठी, तुम्ही लॅमिनेशन प्रक्रिया पार पाडू शकता.
लॅमिनेशन:
आत्ताच बोर्ड बनवला, आपण त्याला इनर कोअर बोर्ड म्हणतो, जर ते ४ थरांचे बोर्ड असेल तर १ इनर कोअर बोर्ड असेल, जर ते ६ थरांचे बोर्ड असेल तर २ इनर कोअर बोर्ड असतील.
या प्रक्रियेचा मुख्य उद्देश आतील कोर प्लेट आणि बाहेरील थर एकत्र बांधून एक संपूर्ण तयार करणे आहे. बाँडिंग मटेरियलसाठी जबाबदार, ज्याला पीपी म्हणतात, चायनीजला सेमी-क्युरिंग शीट म्हणतात, मुख्य रचना रेझिन आणि ग्लास फायबर आहे, ते आतील कोर बोर्ड आणि बाहेरील कॉपर फॉइल इन्सुलेशन उद्देश देखील बजावेल.
मल्टी-लेयर बोर्डची गुणवत्ता सुनिश्चित करण्यासाठी, जियालिचुआंगचा पीपी पुरवठादार अजूनही दक्षिण आशिया इलेक्ट्रॉनिक्स आहे.
सर्वसाधारणपणे, लॅमिनेशन प्रक्रिया चार टप्प्यांमध्ये विभागली जाते: तपकिरी करणे, प्री-स्टॅकिंग, प्लेटन आणि प्रेसिंग. पुढे, प्रत्येक प्रक्रियेचे तपशील स्वतंत्रपणे पाहू. फिल्म काढल्यानंतर आतील कोर प्लेट प्रथम तपकिरी केली जाते. तपकिरी सर्किट बोर्ड सर्किट बोर्डच्या पृष्ठभागावर तपकिरी फिल्मचा एक थर जोडेल, जो एक तपकिरी धातूचा पदार्थ आहे आणि त्याची पृष्ठभाग असमान आहे, जेणेकरून पीपीशी जोडणे सोपे होईल.
सायकलच्या टायरची दुरुस्ती करताना, गोंद चिकटवता सुधारण्यासाठी तुटलेली जागा फाईलने भरावी लागते त्यासारखेच तत्व आहे.
ब्राउनिंग प्रक्रिया ही एक रासायनिक अभिक्रिया प्रक्रिया देखील आहे, जी पिकलिंग, अल्कली वॉशिंग, मल्टी-चॅनेल वॉशिंग, ड्रायिंग, कूलिंग आणि इतर प्रक्रियांमधून जाईल.
प्रीलॅप
धूळमुक्त कार्यशाळेत केली जाणारी प्री-स्टॅकिंग प्रक्रिया, कोर प्लेट आणि पीपी एकत्र स्टॅक करेल. कोर प्लेटच्या प्रत्येक बाजूला एक पीपी ठेवला आहे. दाबल्यानंतर कडा पोकळ होऊ नयेत म्हणून पीपीची लांबी आणि रुंदी कोर प्लेटपेक्षा 2 मिमी मोठी असेल.
तराफा:
रो प्लेटचा मुख्य उद्देश म्हणजे पीपी लेयरच्या वर तांब्याच्या फॉइलचा थर जोडणे जेणेकरून त्यानंतरच्या बाह्य रेषेची तयारी होईल. याव्यतिरिक्त, स्टील प्लेट आणि क्राफ्ट पेपर सर्वात बाहेरील लेयरमध्ये जोडले जातील. लॅमिनेशन
पहिले काही टप्पे म्हणजे अंतिम लॅमिनेशनची तयारी करणे.
लॅमिनेट करण्यापूर्वी, विकृतीकरण टाळण्यासाठी, सुमारे १२ मिमी जाडीची, स्टीलची कव्हर प्लेट असेल.
लॅमिनेशनमध्ये हॉट प्रेस आणि कोल्ड प्रेसमध्ये अनुक्रमे हॉट प्रेसिंग आणि कोल्ड प्रेसिंग अशा दोन प्रक्रियांचा समावेश होतो. व्हॅक्यूम, तापमान, दाब, वेळ या घटकांचा विचार करण्यासाठी हा एक अतिशय महत्त्वाचा दुवा आहे, हे घटक उच्च-गुणवत्तेचे सर्किट बोर्ड तयार करण्यासाठी एकमेकांशी सहकार्य करतात.
उदाहरणार्थ, एका विशिष्ट कालावधीत, किती तापमान, किती दाब आणि किती वेळ लागेल हे अचूकपणे समायोजित केले पाहिजे.
ही प्रक्रिया संपल्यानंतर, पीपी आणि आतील कोर प्लेट आणि बाहेरील तांब्याचे फॉइल एकमेकांशी जवळून जोडले जातील.
प्रेसमधून बाहेर आल्यानंतर, स्वयंचलितपणे तोडण्याचे काम केले जाते, स्टील प्लेट काढली जाते आणि पीसल्यानंतर ती पुन्हा प्लॅटून रूममध्ये पाठवली जाते. आकृती ११ मध्ये दाखवल्याप्रमाणे, मशीन स्टील प्लेट काढत आहे.

लॅमिनेटेड मल्टी-लेयर सर्किट बोर्ड ड्रिल करण्यासाठी त्याच्या मूळ ड्रिलिंग वर्कशॉपमध्ये परत केला जाईल आणि उर्वरित प्रक्रिया डबल-लेयर बोर्डच्या उत्पादन प्रक्रियेसारखीच असेल.