പൊതുവേ: മൾട്ടി-ലെയർ ബോർഡിന്റെയും ഡബിൾ-ലെയർ ബോർഡിന്റെയും ഉൽപാദന പ്രക്രിയയുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ, യഥാക്രമം 2 പ്രക്രിയകൾ കൂടിയുണ്ട്: ഇന്നർ ലൈൻ, ലാമിനേഷൻ.
വിശദമായി: ഇരട്ട-പാളി പ്ലേറ്റിന്റെ നിർമ്മാണ പ്രക്രിയയിൽ, കട്ടിംഗ് പൂർത്തിയായ ശേഷം, ഡ്രില്ലിംഗ് നടത്തും, തുടർന്ന് ചെമ്പിലേക്ക്, ലൈൻ; മൾട്ടി-ലെയർ ബോർഡിന്റെ നിർമ്മാണ പ്രക്രിയയിൽ, മെറ്റീരിയൽ തുറക്കൽ പൂർത്തിയായ ശേഷം, അത് നേരിട്ട് തുരക്കില്ല, പക്ഷേ ആദ്യം അത് അകത്തെ ലൈനിലൂടെയും ലാമിനേഷനിലൂടെയും കടന്നുപോകേണ്ടതുണ്ട്, തുടർന്ന് ഡ്രില്ലിംഗ് വർക്ക്ഷോപ്പിലേക്ക് തുരക്കണം, തുടർന്ന് ചെമ്പിലേക്കും ലൈനിലേക്കും പോകണം.
അതായത്, തുറക്കുന്നതിനും തുരക്കുന്നതിനും ഇടയിൽ, "ഇന്നർ ലൈൻ", "ലാമിനേഷൻ" എന്നീ രണ്ട് പ്രക്രിയകൾ ചേർക്കുന്നു. മുകളിൽ പറഞ്ഞിരിക്കുന്നത് മൾട്ടി-ലെയർ ബോർഡും ഡബിൾ-ലെയർ ബോർഡ് നിർമ്മാണവും തമ്മിലുള്ള വ്യത്യാസമാണ്.
അടുത്തതായി, ഇന്നർ ലൈനിന്റെയും ലാമിനേഷന്റെയും രണ്ട് പ്രക്രിയകൾ എന്താണ് ചെയ്യുന്നതെന്ന് നോക്കാം.
ആന്തരിക വരി
ഫിലിം കംപ്രഷൻ, എക്സ്പോഷർ, ഡെവലപ്മെന്റ് എന്നിവയുൾപ്പെടെ ഇരട്ട-പാളി പ്ലേറ്റുകളുടെ നിർമ്മാണത്തിലെ "ലൈൻ" പ്രക്രിയ (നിങ്ങൾ മറന്നുപോയാൽ, നിങ്ങൾക്ക് തിരികെ പോയി അത് നോക്കാം).
ഇവിടുത്തെ "ഇന്നർ സർക്യൂട്ട്" അത്ര ലളിതമല്ല! ഇന്നർ ലാമിനേറ്റഡ് ഫിലിം, ഇന്നർ എക്സ്പോഷർ, ഇന്നർ ഡെവലപ്മെന്റ് എന്നിവയ്ക്ക് പുറമേ, ഇതിൽ ഇന്നർ പ്രീ-ട്രീറ്റ്മെന്റ്, ഇന്നർ എച്ചിംഗ്, ഇന്നർ ഫിലിം റിമൂവൽ, ഇന്നർ AOI എന്നിവയും ഉൾപ്പെടുന്നു.
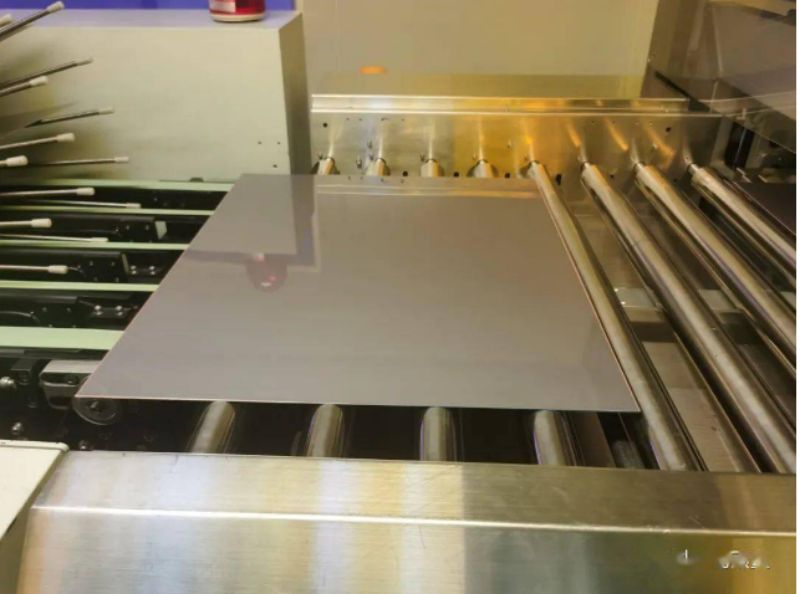
ഇരട്ട-പാളി പ്ലേറ്റ് നിർമ്മാണ പ്രക്രിയയിൽ, ചെമ്പ് നിക്ഷേപത്തിനു ശേഷമുള്ള ബോർഡ്, പ്രൊഡക്ഷൻ ലൈൻ ഇല്ലാതെ, നേരിട്ട് പ്രസ്സിംഗ് ഫിലിമിലേക്ക് പൂർത്തിയാകുന്നതിനാൽ, അധിക പ്രീ-പ്രസ്സിംഗ് ചികിത്സ നടത്തേണ്ട ആവശ്യമില്ല. ഇവിടെയുള്ള കോപ്പർ ഫോയിൽ പ്ലേറ്റ്, കട്ടിംഗ് വർക്ക്ഷോപ്പിൽ നിന്ന് വന്നതാണ്, ബോർഡിന്റെ ഉപരിതലത്തിൽ മാലിന്യങ്ങൾ ഉണ്ടാകും, അതിനാൽ
അകത്തെ ലാമിനേറ്റ് ഫിലിമിന് മുമ്പ്, ചികിത്സയും വൃത്തിയാക്കലും, രാസപ്രവർത്തനത്തിന്റെ ഉപയോഗം, ആദ്യം എണ്ണ, വെള്ളം, ശുദ്ധജലം, രണ്ട് മൈക്രോ-എച്ചിംഗ് (ഉപരിതല അവശിഷ്ടങ്ങൾ നീക്കം ചെയ്യുക), തുടർന്ന് വെള്ളം, തുടർന്ന് അച്ചാർ (കഴുകിയ ശേഷം, ഉപരിതലം ഓക്സിഡൈസ് ചെയ്യപ്പെടും, അതിനാൽ അച്ചാർ ആവശ്യമാണ്), തുടർന്ന് വെള്ളം, പിന്നെ ഉണക്കൽ, തുടർന്ന് അകത്തെ ലാമിനേറ്റ് ഫിലിമിലേക്ക് എന്നിവ നീക്കം ചെയ്യേണ്ടത് ആവശ്യമാണ്.
ചികിത്സയ്ക്ക് മുമ്പ് ഇന്നർ ലാമിനേറ്റ് ഫിലിം

ബോർഡ് അമർത്തിയാൽ, അത് തുരന്നിട്ടില്ലാത്തതിനാൽ, അത് വളരെ പരന്നതായി കാണപ്പെടുന്നു.
പ്രസ്സിംഗ് ഫിലിം, എക്സ്പോഷർ, വികസനം, ഈ ലിങ്കുകളുടെ പ്രത്യേക കാര്യങ്ങൾ, ഇരട്ട-പാളി പ്ലേറ്റ് നിർമ്മാണത്തിന്റെ ലേഖനത്തിൽ അവതരിപ്പിച്ചിട്ടുണ്ട്, ഇവിടെ ആവർത്തിക്കില്ല.
വികസനം പൂർത്തിയായ ശേഷം, പിച്ചളയുടെ ഒരു ഭാഗം തുറന്നുകാട്ടപ്പെടും, കാരണം പുറം പാളി ഒരു പോസിറ്റീവ് ഫിലിം പ്രക്രിയയാണ്, അകത്തെ പാളി ഒരു നെഗറ്റീവ് ഫിലിം പ്രക്രിയയാണ്. അതിനാൽ, പുറം പാളി വികസനം പൂർത്തിയായ ശേഷം, തുറന്നുകിടക്കുന്ന ലൈൻ കോപ്പർ നിലനിർത്തേണ്ട ഭാഗമാണ്, അകത്തെ പാളി വികസനത്തിന് ശേഷം തുറന്നുകിടക്കുന്ന ചെമ്പ് കൊത്തിവയ്ക്കേണ്ട ഭാഗമാണ്, അതിനാൽ
ആന്തരിക എച്ചിംഗ് പ്രക്രിയയും ബാഹ്യ എച്ചിംഗ് പ്രക്രിയയും വ്യത്യസ്തമാണ്, ആന്തരിക എച്ചിംഗ് ഒരു ക്ഷാര പ്രക്രിയയാണ്, എച്ചിംഗ് സമയത്ത്, ഉണങ്ങിയ ഫിലിം ഇപ്പോഴും ഉള്ളിലാണ്, ഉണങ്ങിയ ഫിലിം ഇല്ലാത്ത ഭാഗം (തുറന്നുകാട്ടുന്ന ചെമ്പ്) ആദ്യം കൊത്തിയെടുത്ത ശേഷം പൂപ്പൽ നീക്കം ചെയ്യുന്നു.
പുറം പാളിയിലെ കൊത്തുപണി ആദ്യം നീക്കം ചെയ്യുകയും പിന്നീട് കൊത്തുപണി ചെയ്യുകയും ചെയ്യുന്നു, കൂടാതെ ലൈൻ ഭാഗികമായി ദ്രാവക ടിൻ ഉപയോഗിച്ച് സംരക്ഷിക്കപ്പെടുന്നു.
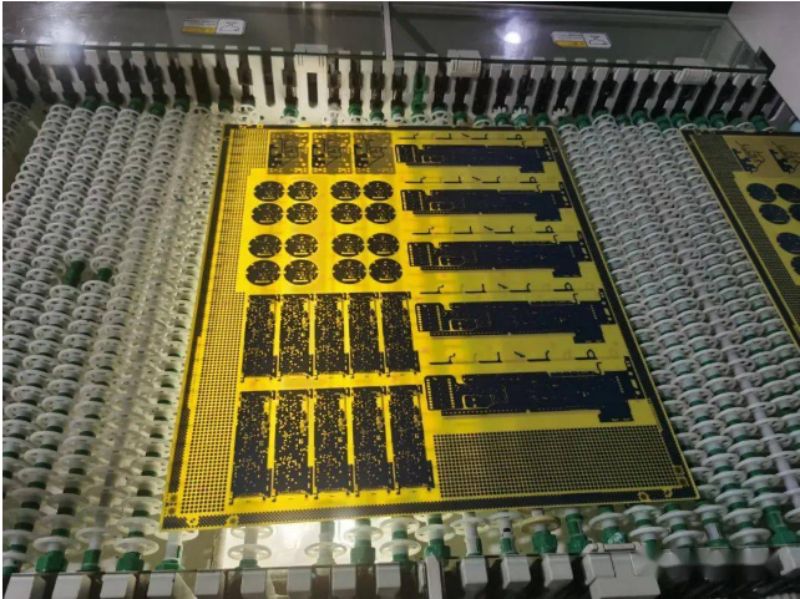
ആന്തരിക ഫിലിം എച്ചിംഗ് ലൈൻ, ഇടത് വശം എച്ചിംഗിന് ഉത്തരവാദിയാണ്, വലത് വശം ഫിലിം പിൻവലിക്കലിന് ഉത്തരവാദിയാണ്.

സർക്യൂട്ട് ബോർഡ് കൊത്തിയെടുത്ത ശേഷം, അധിക ചെമ്പ് കൊത്തിയെടുത്തിട്ടുണ്ട്, കൂടാതെ ഡ്രൈ ഫിലിമിന്റെ ശേഷിക്കുന്ന ഭാഗം നീക്കം ചെയ്തിട്ടില്ല.
സ്ട്രിപ്പ് ചെയ്തതിനുശേഷം സർക്യൂട്ട് ബോർഡ്.
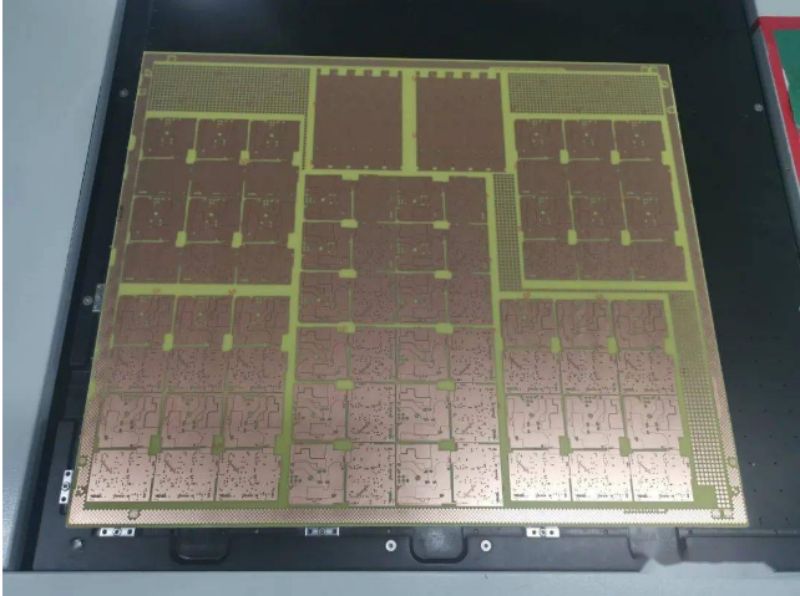
ഫിലിമിന്റെ അകത്തെ പാളി പൂർത്തിയായ ശേഷം, ലൈനിന്റെ അകത്തെ പാളി പൂർണ്ണമായും പൂർത്തിയാക്കി, ഈ സമയത്ത്, തുടർന്ന് AOI ഒപ്റ്റിക്കൽ ഡിറ്റക്ഷൻ നടത്തി, ഒരു പ്രശ്നവുമില്ലെന്ന് നിർണ്ണയിക്കാൻ, നിങ്ങൾക്ക് ലാമിനേഷൻ പ്രക്രിയ നടത്താം.
ലാമിനേഷൻ:
ബോർഡ് ഉണ്ടാക്കി, നമ്മൾ അതിനെ ഇന്നർ കോർ ബോർഡ് എന്ന് വിളിക്കുന്നു, ബോർഡിന്റെ 4 ലെയറുകൾ ഉണ്ടെങ്കിൽ, 1 ഇന്നർ കോർ ബോർഡ് ഉണ്ടാകും, ബോർഡിന്റെ 6 ലെയറുകൾ ഉണ്ടെങ്കിൽ, 2 ഇന്നർ കോർ ബോർഡുകൾ ഉണ്ടാകും.
ഈ പ്രക്രിയയുടെ പ്രധാന ലക്ഷ്യം അകത്തെ കോർ പ്ലേറ്റും പുറം പാളിയും ഒരുമിച്ച് ബന്ധിപ്പിച്ച് ഒരു മൊത്തത്തിൽ രൂപപ്പെടുത്തുക എന്നതാണ്. പിപി എന്ന് വിളിക്കപ്പെടുന്ന ബോണ്ടിംഗ് മെറ്റീരിയലിന് ഉത്തരവാദിയാണ്, ചൈനീസ് സെമി-ക്യൂറിംഗ് ഷീറ്റ് എന്ന് വിളിക്കുന്നു, പ്രധാന ഘടന റെസിൻ, ഗ്ലാസ് ഫൈബർ എന്നിവയാണ്, ഇത് അകത്തെ കോർ ബോർഡിനെയും പുറം ചെമ്പ് ഫോയിൽ ഇൻസുലേഷൻ ഉദ്ദേശ്യത്തെയും നയിക്കും.
മൾട്ടി-ലെയർ ബോർഡിന്റെ ഗുണനിലവാരം ഉറപ്പാക്കാൻ, ജിയാലിചുവാങ്ങിന്റെ പിപി വിതരണക്കാരൻ ഇപ്പോഴും സൗത്ത് ഏഷ്യ ഇലക്ട്രോണിക്സ് ആണ്.
പൊതുവേ, ലാമിനേഷൻ പ്രക്രിയയെ നാല് ഘട്ടങ്ങളായി തിരിച്ചിരിക്കുന്നു: ബ്രൗണിംഗ്, പ്രീ-സ്റ്റാക്കിംഗ്, പ്ലേറ്റൻ, പ്രസ്സിംഗ്. അടുത്തതായി, ഓരോ പ്രക്രിയയുടെയും വിശദാംശങ്ങൾ പ്രത്യേകം നോക്കാം. ഫിലിം നീക്കം ചെയ്തതിനുശേഷം അകത്തെ കോർ പ്ലേറ്റ് ആദ്യം ബ്രൗൺ ചെയ്യുന്നു. ബ്രൗൺ ചെയ്ത സർക്യൂട്ട് ബോർഡ് സർക്യൂട്ട് ബോർഡിന്റെ ഉപരിതലത്തിൽ ബ്രൗൺ ചെയ്ത ഫിലിമിന്റെ ഒരു പാളി ചേർക്കും, ഇത് ഒരു തവിട്ട് മെറ്റലൈസ്ഡ് പദാർത്ഥമാണ്, കൂടാതെ അതിന്റെ ഉപരിതലം അസമമാണ്, ഇത് പിപിയുമായി ബന്ധിപ്പിക്കുന്നത് എളുപ്പമാക്കുന്നു.
ഒരു സൈക്കിൾ ടയർ നന്നാക്കുമ്പോൾ, പശയുടെ ഒട്ടിപ്പിടിക്കൽ മെച്ചപ്പെടുത്തുന്നതിന്, തകർന്ന ഭാഗം ഒരു ഫയൽ ഉപയോഗിച്ച് ഫയൽ ചെയ്യേണ്ടതിന്റെ തത്വത്തിന് സമാനമാണ് ഈ തത്വം.
ബ്രൗണിംഗ് പ്രക്രിയ ഒരു രാസപ്രവർത്തന പ്രക്രിയ കൂടിയാണ്, അതിൽ അച്ചാറിംഗ്, ആൽക്കലി വാഷിംഗ്, മൾട്ടി-ചാനൽ വാഷിംഗ്, ഉണക്കൽ, തണുപ്പിക്കൽ തുടങ്ങിയ പ്രക്രിയകൾ ഉൾപ്പെടുന്നു.
പ്രീലാപ്പ്
പൊടി രഹിത വർക്ക്ഷോപ്പിൽ നടത്തുന്ന പ്രീ-സ്റ്റാക്കിംഗ് പ്രക്രിയയിൽ കോർ പ്ലേറ്റും പിപിയും ഒരുമിച്ച് അടുക്കും. കോർ പ്ലേറ്റിന്റെ ഓരോ വശത്തും ഒരു പിപി സ്ഥാപിച്ചിരിക്കുന്നു. അമർത്തിയതിനുശേഷം പൊള്ളയായ അരികുകൾ തടയുന്നതിന് പിപിയുടെ നീളവും വീതിയും കോർ പ്ലേറ്റിനേക്കാൾ 2 മില്ലീമീറ്റർ കൂടുതലായിരിക്കും.
റാഫ്റ്റ്:
റോ പ്ലേറ്റിന്റെ പ്രധാന ലക്ഷ്യം, തുടർന്നുള്ള പുറം വരയ്ക്കായി തയ്യാറെടുക്കുന്നതിനായി പിപി പാളിക്ക് മുകളിൽ ഒരു ചെമ്പ് ഫോയിൽ പാളി ചേർക്കുക എന്നതാണ്. കൂടാതെ, ഏറ്റവും പുറത്തെ പാളിയിൽ സ്റ്റീൽ പ്ലേറ്റും ക്രാഫ്റ്റ് പേപ്പറും ചേർക്കും. ലാമിനേഷൻ
ആദ്യത്തെ ചില ഘട്ടങ്ങൾ അന്തിമ ലാമിനേഷനുള്ള തയ്യാറെടുപ്പാണ്.
ലാമിനേറ്റ് ചെയ്യുന്നതിനു മുമ്പ്, വളച്ചൊടിക്കൽ തടയുന്നതിന്, ഏകദേശം 12 മില്ലീമീറ്റർ കട്ടിയുള്ള, സ്റ്റീൽ കൊണ്ടുള്ള ഒരു കവർ പ്ലേറ്റ് ഉണ്ടായിരിക്കും.
ലാമിനേറ്റിംഗിൽ ഹോട്ട് പ്രസ്സിംഗ്, കോൾഡ് പ്രസ്സിംഗ് എന്നീ രണ്ട് പ്രക്രിയകൾ ഉൾപ്പെടുന്നു, യഥാക്രമം ഹോട്ട് പ്രസ്സിംഗ്, കോൾഡ് പ്രസ്സിംഗ് എന്നിവ ഹോട്ട് പ്രസ്സിംഗ്, കോൾഡ് പ്രസ്സിംഗ് എന്നിവയാണ്. വാക്വം, താപനില, മർദ്ദം, സമയം എന്നിവയുൾപ്പെടെയുള്ള ഘടകങ്ങൾ പരിഗണിക്കുമ്പോൾ ഇത് വളരെ പ്രധാനപ്പെട്ട ഒരു ലിങ്കാണ്, ഉയർന്ന നിലവാരമുള്ള സർക്യൂട്ട് ബോർഡുകൾ നിർമ്മിക്കുന്നതിന് ഈ ഘടകങ്ങൾ പരസ്പരം സഹകരിക്കുന്നു.
ഉദാഹരണത്തിന്, ഒരു നിശ്ചിത കാലയളവിൽ, എത്ര താപനില, എത്ര മർദ്ദം, എത്ര സമയദൈർഘ്യം എന്നിവ കൃത്യമായി ക്രമീകരിക്കണം.
ഈ പ്രക്രിയ അവസാനിച്ചതിനുശേഷം, പിപിയും അകത്തെ കോർ പ്ലേറ്റും പുറത്തെ ചെമ്പ് ഫോയിലും പരസ്പരം അടുത്ത് ബന്ധിപ്പിക്കും.
പ്രസ്സിൽ നിന്ന് പുറത്തുവന്നതിനുശേഷം, ഓട്ടോമാറ്റിക് ഡിസ്അസംബ്ലിംഗ് നടത്തുന്നു, സ്റ്റീൽ പ്ലേറ്റ് നീക്കം ചെയ്യുന്നു, പൊടിച്ചതിന് ശേഷം അത് വീണ്ടും പ്ലാറ്റൂൺ റൂമിലേക്ക് അയയ്ക്കുന്നു. ചിത്രം 11 ൽ കാണിച്ചിരിക്കുന്നതുപോലെ, യന്ത്രം സ്റ്റീൽ പ്ലേറ്റ് നീക്കം ചെയ്യുന്നു.

ലാമിനേറ്റഡ് മൾട്ടി-ലെയർ സർക്യൂട്ട് ബോർഡ് ഡ്രില്ലിംഗിനായി അതിന്റെ യഥാർത്ഥ ഡ്രില്ലിംഗ് വർക്ക്ഷോപ്പിലേക്ക് തിരികെ നൽകും, ബാക്കിയുള്ള പ്രക്രിയ ഇരട്ട-ലെയർ ബോർഡിന്റെ ഉൽപാദന പ്രക്രിയയ്ക്ക് സമാനമാണ്.