عام طور پر: ملٹی لیئر بورڈ اور ڈبل لیئر بورڈ کے پیداواری عمل کے مقابلے میں، بالترتیب 2 مزید عمل ہیں: اندرونی لائن اور لیمینیشن۔
تفصیل سے: ڈبل پرت پلیٹ کی پیداوار کے عمل میں، کاٹنے کے مکمل ہونے کے بعد، ڈرلنگ کی جائے گی، اور پھر تانبے میں، لائن؛ملٹی لیئر بورڈ کے پروڈکشن کے عمل میں، مواد کے کھلنے کے مکمل ہونے کے بعد، اسے براہ راست ڈرل نہیں کیا جائے گا، لیکن پہلے اسے اندرونی لائن اور لیمینیشن سے گزرنا ہوگا، اور پھر ڈرلنگ کے لیے ڈرلنگ ورکشاپ میں جانا ہوگا، اور پھر تانبے اور لائن میں.
یعنی، سوراخ کرنے اور سوراخ کرنے کے درمیان، "اندرونی لائن" اور "لیمینیشن" کے دو عمل شامل کیے جاتے ہیں۔مندرجہ بالا کثیر پرت بورڈ اور ڈبل پرت بورڈ کی پیداوار کے درمیان فرق ہے.
اگلا، آئیے ایک نظر ڈالتے ہیں کہ اندرونی لائن اور لیمینیشن کے دو عمل کیا کر رہے ہیں۔
اندرونی لائن
فلم کمپریشن، نمائش، ترقی سمیت ڈبل پرت پلیٹوں کی پیداوار میں "لائن" عمل (اگر آپ بھول جاتے ہیں، تو آپ واپس جا سکتے ہیں اور اسے دیکھ سکتے ہیں).
یہاں "اندرونی سرکٹ" اتنا آسان نہیں ہے!اندرونی پرتدار فلم، اندرونی نمائش، اندرونی ترقی کے علاوہ، اس میں اندرونی پری ٹریٹمنٹ، اندرونی اینچنگ، اندرونی فلم کو ہٹانا اور اندرونی AOI بھی شامل ہے۔
ڈبل لیئر پلیٹ پروڈکشن کے عمل میں، تانبے کے جمع ہونے کے بعد بورڈ پروڈکشن لائن کے بغیر، براہ راست دبانے والی فلم میں چلا جاتا ہے، لہذا اضافی پری پریسنگ ٹریٹمنٹ کرنے کی ضرورت نہیں ہے۔اور یہاں تانبے کے ورق کی پلیٹ، ابھی کٹنگ ورکشاپ سے آئی ہے، بورڈ کی سطح پر نجاست ہوگی، اس لیے
اندرونی ٹکڑے ٹکڑے کی فلم سے پہلے، علاج اور صفائی کو آگے بڑھانا، کیمیائی رد عمل کا استعمال، پہلے تیل، پانی، صاف پانی، دو مائیکرو اینچنگ (سطح کا ملبہ ہٹانا)، اور پھر پانی، اور پھر اچار (کے بعد) کو ہٹانا ضروری ہے۔ دھونے سے، سطح کو آکسائڈائز کیا جائے گا، لہذا اسے اچار کی ضرورت ہے)، پھر پانی، پھر خشک، اور پھر اندرونی ٹکڑے ٹکڑے کی فلم میں.
علاج سے پہلے اندرونی ٹکڑے ٹکڑے کی فلم

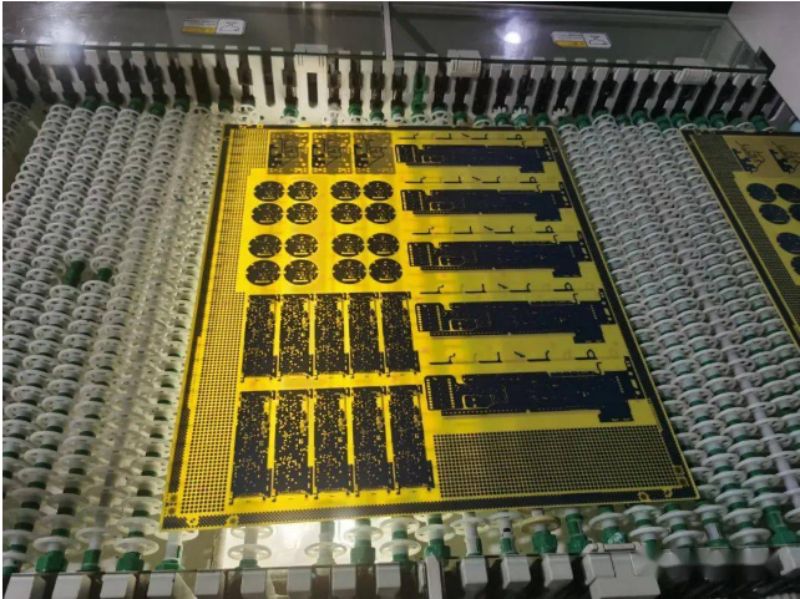
بورڈ کو دبانے کے بعد، کیونکہ اسے ڈرل نہیں کیا گیا ہے، یہ بہت چپٹا لگتا ہے۔
پریسنگ فلم، نمائش، ترقی، ان روابط کے مخصوص معاملات، ڈبل پرت پلیٹ پروڈکشن کے مضمون میں متعارف کرائے گئے ہیں، یہاں دہرایا نہیں جائے گا۔
ترقی مکمل ہونے کے بعد، پیتل کا ایک حصہ بے نقاب ہو جائے گا، کیونکہ بیرونی پرت ایک مثبت فلمی عمل ہے، اندرونی پرت منفی فلم کا عمل ہے۔لہذا، بیرونی پرت کی نشوونما کے مکمل ہونے کے بعد، بے نقاب لائن کاپر وہ حصہ ہے جسے برقرار رکھنے کی ضرورت ہے، اور اندرونی پرت کی نشوونما کے بعد ظاہر ہونے والا تانبا وہ حصہ ہے جس کو کھودنے کی ضرورت ہے، لہذا
اندرونی اینچنگ کا عمل اور بیرونی اینچنگ کا عمل بھی مختلف ہوتا ہے، اندرونی اینچنگ ایک الکلائن عمل ہے، اینچنگ کے وقت ڈرائی فلم ابھی بھی اندر ہی رہتی ہے، خشک فلم (بے نقاب تانبے) کے بغیر حصہ کو پہلے ہٹا دیا جاتا ہے، اور پھر سڑنا ہٹا دیا جاتا ہے.
بیرونی پرت کی اینچنگ کو پہلے ہٹایا جاتا ہے اور پھر اینچ کیا جاتا ہے، اور لکیر کو جزوی طور پر مائع ٹن کے ذریعے محفوظ کیا جاتا ہے۔
اندرونی فلم اینچنگ لائن، بائیں اینچنگ کے لئے ذمہ دار ہے، دائیں فلم کی واپسی کے لئے ذمہ دار ہے۔

سرکٹ بورڈ کو اینچ کرنے کے بعد، اضافی تانبے کو ہٹا دیا گیا ہے، اور خشک فلم کا باقی حصہ نہیں ہٹایا گیا ہے.
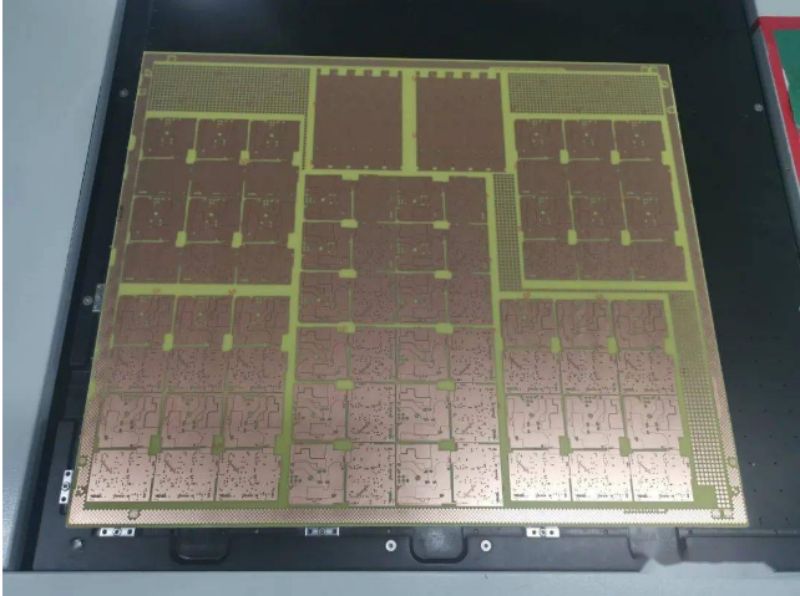
اتارنے کے بعد سرکٹ بورڈ۔
فلم کی اندرونی پرت مکمل ہونے کے بعد، اس وقت لائن کی اندرونی پرت مکمل طور پر ہو چکی ہے، اور پھر AOI آپٹیکل ڈٹیکشن، اس بات کا تعین کرنے کے لیے کہ کوئی مسئلہ نہیں ہے، آپ لیمینیشن کے عمل کو انجام دے سکتے ہیں۔
لیمینیشن:
صرف بورڈ بنایا ہے، ہم اسے اندرونی کور بورڈ کہتے ہیں، اگر یہ بورڈ کی 4 پرتیں ہیں، تو 1 اندرونی کور بورڈ ہوگا، اگر یہ بورڈ کی 6 پرتوں کا ہے، تو 2 اندرونی کور بورڈز ہوں گے۔
اس عمل کا بنیادی مقصد اندرونی کور پلیٹ اور بیرونی تہہ کو ایک ساتھ جوڑ کر مکمل بنانا ہے۔بانڈنگ مواد کے لیے ذمہ دار ہے، جسے پی پی کہا جاتا ہے، چینی جسے نیم کیورنگ شیٹ کہا جاتا ہے، بنیادی ساخت رال اور گلاس فائبر ہے، یہ اندرونی کور بورڈ اور بیرونی تانبے کے ورق کی موصلیت کا مقصد بھی ادا کرے گا۔
کثیر پرت بورڈ کے معیار کو یقینی بنانے کے لیے، Jialichuang کے PP سپلائر اب بھی جنوبی ایشیا الیکٹرانکس ہے.
عام طور پر، لیمینیشن کے عمل کو ترتیب کے لحاظ سے چار مراحل میں تقسیم کیا جاتا ہے: براؤننگ، پری اسٹیکنگ، پلیٹین، اور پریسنگ۔اس کے بعد، آئیے ہر عمل کی تفصیلات کو الگ سے دیکھیں۔ فلم ہٹانے کے بعد اندرونی کور پلیٹ پہلے بھوری ہو جاتی ہے۔بھورا سرکٹ بورڈ سرکٹ بورڈ کی سطح پر بھوری فلم کی ایک تہہ جوڑ دے گا، جو کہ ایک بھوری دھاتی مادہ ہے، اور اس کی سطح ناہموار ہے، تاکہ پی پی کے ساتھ جوڑنا آسان ہو۔
یہ اصول سائیکل کے ٹائر کی مرمت کے وقت کی طرح ہے، ٹوٹی ہوئی جگہ کو ایک فائل کے ساتھ فائل کرنا چاہئے تاکہ گلو چپکنے کو بہتر بنایا جاسکے۔
براؤننگ عمل بھی ایک کیمیائی رد عمل کا عمل ہے، جو اچار، الکلی دھونے، ملٹی چینل واشنگ، خشک کرنے، کولنگ اور دیگر عملوں سے گزرے گا۔
پری لیپ
پہلے سے اسٹیکنگ کا عمل، جو دھول سے پاک ورکشاپ میں کیا جاتا ہے، بنیادی پلیٹ اور پی پی کو ایک ساتھ اسٹیک کرے گا۔ایک PP کور پلیٹ کے ہر طرف رکھا جاتا ہے۔پی پی کی لمبائی اور چوڑائی کور پلیٹ سے 2 ملی میٹر بڑی ہو گی تاکہ دبانے کے بعد کھوکھلی کناروں کو روکا جا سکے۔
بیڑا:
قطار کی پلیٹ کا بنیادی مقصد پی پی پرت کے اوپر تانبے کے ورق کی ایک تہہ کو شامل کرنا ہے تاکہ بعد کی بیرونی لائن کی تیاری کی جا سکے۔اس کے علاوہ، اسٹیل پلیٹ اور کرافٹ پیپر کو بیرونی ترین تہہ میں شامل کیا جائے گا۔
پہلے چند مراحل حتمی لیمینیشن کی تیاری کے لیے ہیں۔
laminating سے پہلے، warping کو روکنے کے لیے، ایک کور پلیٹ ہو گی، تقریباً 12 ملی میٹر موٹی، سٹیل۔
لیمینٹنگ میں گرم دبانے اور کولڈ پریسنگ کے دو عمل شامل ہیں، بالترتیب ہاٹ پریس اور کولڈ پریس میں۔ویکیوم، درجہ حرارت، دباؤ، وقت سمیت عوامل پر غور کرنے کے لیے یہ ایک بہت اہم لنک ہے، یہ عوامل ایک دوسرے کے ساتھ تعاون کرتے ہیں، تاکہ اعلیٰ معیار کے سرکٹ بورڈ تیار کیے جا سکیں۔
مثال کے طور پر، وقت کی ایک خاص مدت میں، کتنا درجہ حرارت، کتنا دباؤ، اور وقت کی طوالت کو درست طریقے سے ایڈجسٹ کیا جانا چاہیے۔
اس عمل کے ختم ہونے کے بعد، پی پی اور اندرونی کور پلیٹ اور بیرونی تانبے کا ورق ایک دوسرے کے ساتھ قریب سے جڑ جائے گا۔
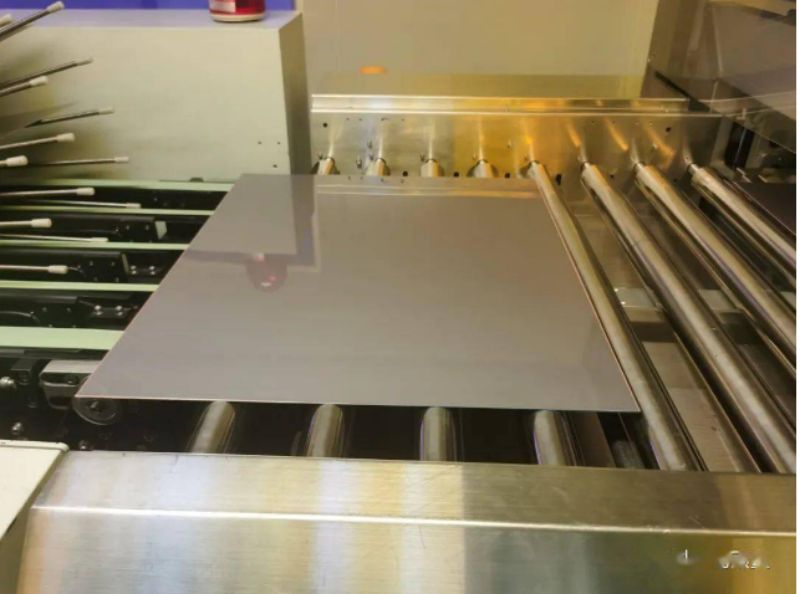
پریس سے باہر آنے کے بعد، خود کار طریقے سے ختم کیا جاتا ہے، اسٹیل پلیٹ کو ہٹا دیا جاتا ہے، اور اسے پیسنے کے بعد دوبارہ پلاٹون کے کمرے میں بھیجا جاتا ہے.جیسا کہ شکل 11 میں دکھایا گیا ہے، مشین اسٹیل پلیٹ کو ہٹا رہی ہے۔

پرتدار ملٹی لیئر سرکٹ بورڈ کو ڈرل کرنے کے لیے اس کی اصل ڈرلنگ ورکشاپ میں واپس کر دیا جائے گا، اور باقی عمل ڈبل لیئر بورڈ کے پروڈکشن کے عمل جیسا ہی ہے۔